
مقدمة خطوة بخطوة للمشترين الدوليين
1. الهندسة والإعداد
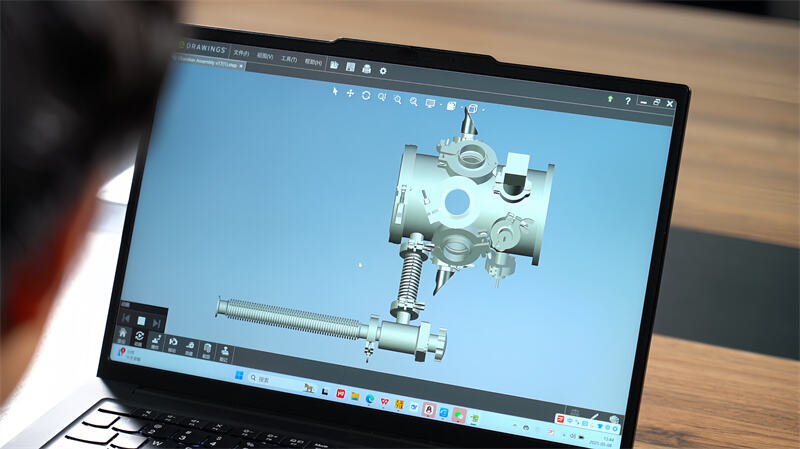
1.1 حزمة التصميم
- الشكل الهندسي: تحديد التخطيط الداخلي، ومنافذ المضخة، وأجهزة القياس، ومنافذ العرض البصري، ومواقع الأقطاب/الأهداف.
- مواصفات التفريغ: تحديد الضغط النهائي، ومعدل التسرب، وضغط الاختبار؛ واختيار السبيكة، وطريقة اللحام، ونوع الختم وفقًا لذلك.
- الوثائق: الرسومات التفصيلية، والتجميع العام، وخطة تسلسل اللحام، ومواصفات الأبعاد والتفاوتات الهندسية (GD&T) بالكامل.
1.2 المواد والمستهلكات
- السبائك: سبائك الفولاذ المقاوم للصدأ الأوستنيتي 304L/316L (منخفضة الكربون، ومنخفضة الانبعاث الغازي)؛ سبائك الألومنيوم أو التيتانيوم عند الطلب.
- المستهلكات: سلك الحشو المتوافق، وختم ذو جودة مناسبة للفراغ، ومكونات CF/KF.
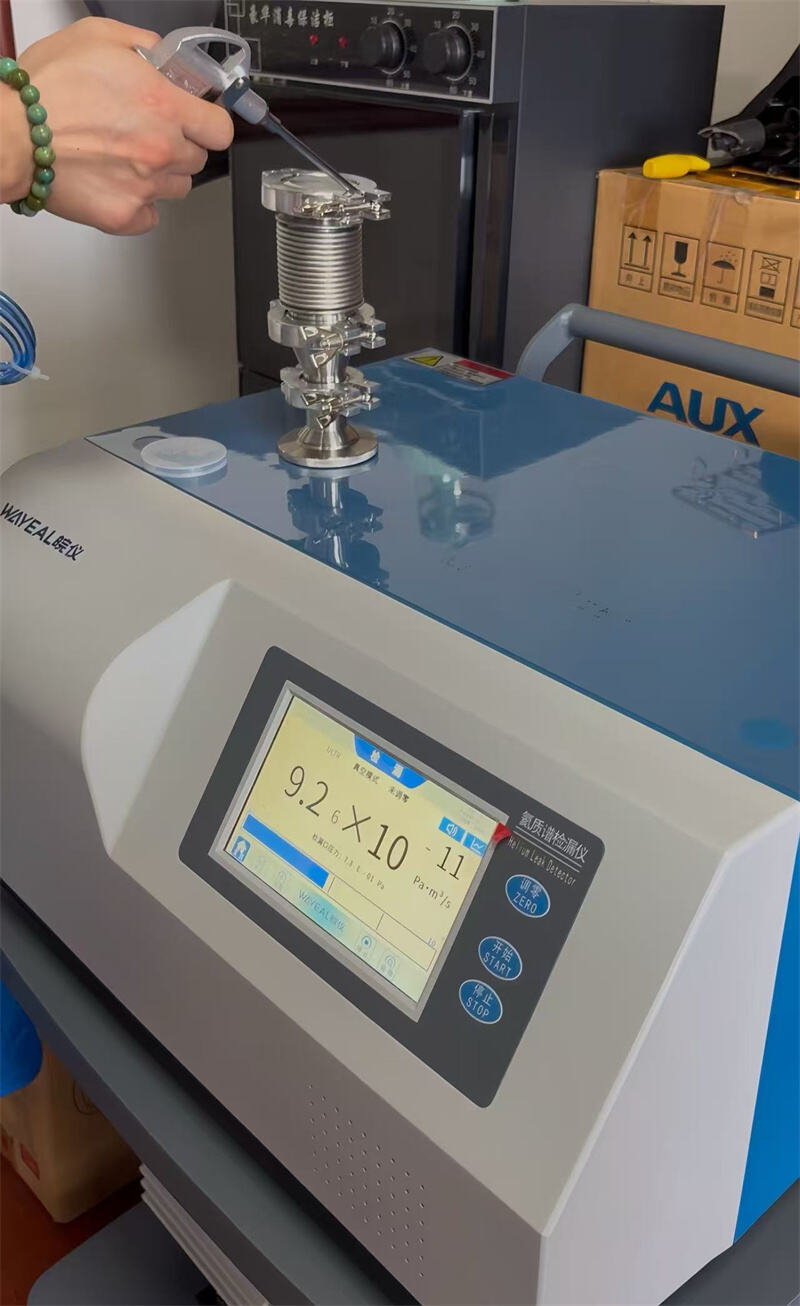
- علم القياس: كاشف تسرب طيف الكتلة الهليوم، مقياس خشونة السطح، CMM.
- 2. معالجة المواد
2.1 العلاج المسبق
- التخفيف: حمام قليلي أو الموجات فوق الصوتية لإزالة زيوت التدحرج.
- المخلل والتمويه: إزالة الأكسيد / المكافئ ، استعادة فيلم أكسيد القرم.
- الحماية: ارتداء قفازات أو استخدام فيلم واقٍ أثناء التشغيل.
2.2 القطع والتشكيل
- القص: باستخدام البلازما، الليزر أو تيار الماء عالي الضغط.
- الثني: الأسطوانات تُثنى على بكرات صفائح؛ والأغلفة المستطيلة تُثنى باستخدام آلة الثني.
- التشغيل: إنهاء أخاديد الإغلاق، والمنافذ ذات الخيوط لتصل خشونة السطح إلى Ra ≤ 0.8 ميكرومتر.
- تجهيز الثقوب: نوافذ مقطوعة باستخدام التحكم العددي (CNC)، منافذ مضخة؛ تكسير جميع الحواف.
3. تركيب ولحام
3.1 تركيب أولي (Tack assembly)
- تحديد الموقع باستخدام أقل عدد ممكن من اللحامات الأولية؛ اختيار التسلسل بطريقة توازن الانكماش.
3.2 لحام
- العملية: لحام قوس التنغستن الغازية (GTAW/TIG) كخيار افتراضي؛ لحام الحزمة الإلكترونية للوصلات ذات النقاء العالي.
- المعايير المقبولة: عدم وجود مسامية، اختراق كامل، سطح داخلي أملس؛ غالبًا ما يتم تغطية اللحامات من جانب واحد من الخلف لضمان مظهر يشبه اللحام من الجهتين.
- يتم اختبار جميع الشقوق الحرجة بنسبة 100٪ باستخدام كاشف الهيليوم في الموقع.
4. العمليات بعد اللحام
4.1 إزالة الإجهادات
- الفرن أو المعالجة الحرارية المحلية 450–650 °م؛ يمكن استخدام إزالة إجهاد الاهتزاز للأجزاء الكبيرة.
4.2 التنظيف النهائي
- إعادة تنظيف مناطق اللحام بالغليان؛ شطف بالموجات فوق الصوتية → ماء ديونيزد (DI) → التجفيف بالهواء الساخن؛ معتمد بمستوى ≤ 1 ملغم/م² من المواد العضوية المتبقية.

5. التحقق من الجودة
- أبعاد ومرئيات: طول الغرفة، تباعد المنفذ، استوائية الشفة ≤ 0.1 مم/100 مم.
- الفراغ: معدل التسرب المتكامل ≤ 1 × 10⁻⁹ باسكال·م³/ثانية (أو حسب فئة العميل).
- التفريغ: الوصول إلى الضغط النهائي المحدد ضمن المنحنى المنشور.
- الميكانيكا: اختبار إثبات الضغط الهيدروستاتيكي أو الهوائي عند 1.3 × ضغط التصميم.
6. الإنهاء والشحن
- السطح: تلميع بالرمال الزجاجية، أو تلميع غير لامع، أو تلميع كهربائي (Ra ≤ 0.4 مايكرومتر) لتقليل حمل الغاز.
- الحماية: فيلم PVC + كيس جاف، صندوق مقاوم للصدمات.
- الإفراج عن المخزون أو التكامل المباشر مع المضخات والصمامات ومصادر الترسيب.
مع إمكانية تتبع كل مرحلة وفقًا لمعايير ISO 9001 وEN 13980 (ATEX) حيثما يُطلب ذلك، تصل غرفنا جاهزة لأداء مهام الفراغ العالي فورًا — وفي أي مكان على مستوى العالم.
 الأخبار الساخنة
الأخبار الساخنة2025-08-01
2025-07-24
2025-11-19
2025-12-25
2026-01-31
جميع الحقوق محفوظة © وينتشو تشيمينغ للصناعات المعدنية المحدودة - سياسة الخصوصية-المدونة





