해외 구매자를 위한 단계별 안내서
1. 설계 및 준비
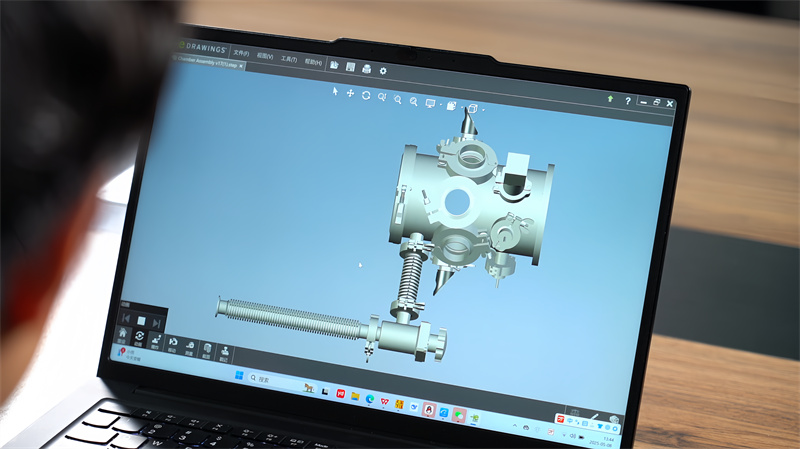
1.1 설계 패키지
- 기하학: 내부 레이아웃, 펌프, 게이지 및 뷰포트 포트, 전극/타겟 위치 정의
- 진공 사양: 최종 압력, 누설률, 내압 압력 설정; 합금, 용접 방식, 씰 종류 선택
- 문서화: 상세 도면, 총괄 조립도, 용접 순서 계획, 전체 GD&T(기하 공차 표기)
1.2 재료 및 소모품
- 합금: 304L/316L 오스테나이트계 스테인리스(저탄소, 저가스 방출); 알루미늄 또는 티타늄 합금은 요청 시 제공
- 소모품: 매칭 필러 와이어, 진공 등급 씰, CF/KF 하드웨어
- 계측: 헬륨 질량분석기 누출 탐지기, 표면 거칠기 측정기, 3차원 측정기(CMM).
2. 재료 가공
2.1 사전 처리
- 탈지: 알칼리 또는 초음파 세척조를 사용하여 압연유 제거.
- 산세 및 피막 처리: 산화물 또는 스케일 제거, 크롬 산화물 피막 복원.
- 보호: 가공 중 장갑 또는 필름 착용.
2.2 절단 및 성형
- 절단: 플라즈마, 레이저 또는 워터제트 절단.
- 롤링: 원통형은 롤러로 성형, 직사각형 쉘은 프레스 브레이크 성형.
- 가공: 마감 실린더 홈, 나사 포트를 Ra ≤ 0.8 µm로 가공.
- 구멍 가공: CNC 절단 창문, 펌프 포트; 모든 모서리의 가장자리 처리.
3. 맞춤 및 용접
3.1 임시 조립
- 최소한의 임시 용접으로 위치 결정; 수축을 균형 있게 하기 위해 적절한 순서로 진행.
3.2 용접
- 공정: 기본적으로 GTAW(TIG) 사용; 고순도 이음부에는 전자빔 용접 적용.
- 허용 기준: 기공 없음, 완전한 관통, 매끄러운 내면 봉우리; 단면 용접은 종종 ‘양면’ 형태를 위해 배면 보호 가스를 사용.
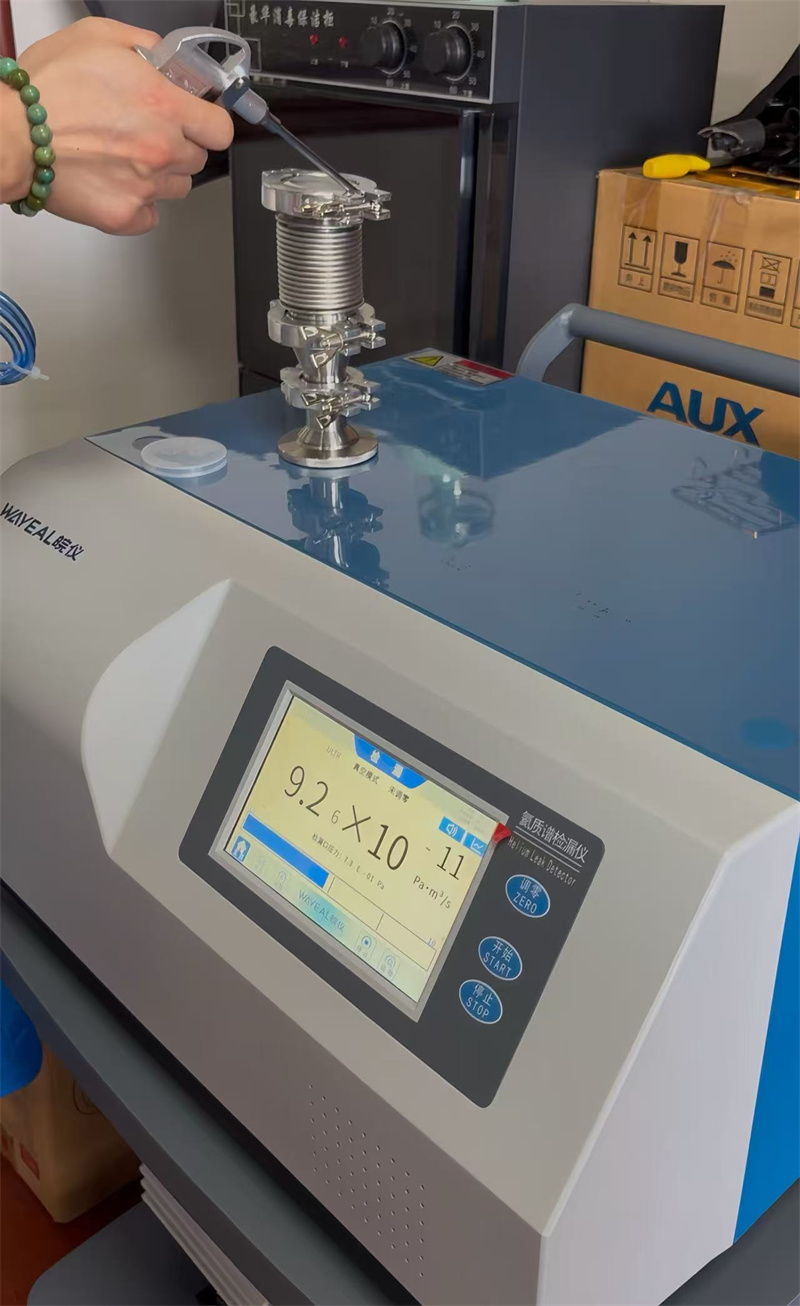
- 중요 이음매는 현장에서 100% 헬륨 누출 검사를 실시.
4. 용접 후 작업
4.1 응력 제거
- 용해로 또는 국부적인 PWHT 450–650 °C; 큰 부품의 경우 진동 응력 제거를 사용할 수 있음.
4.2 최종 세척
- 용접 부위 재산세척; 초음파 헹굼 → 이온제거수(DI water) → 핫에어 건조; 잔류 유기물 ≤ 1 mg/m² 이하로 인증됨.

5. 품질 검증
- 치수 및 외관: 챔버 길이, 포트 간격, 플랜지 평탄도 ≤ 0.1 mm/100 mm.
- 진공: 누설률 ≤ 1 × 10⁻⁹ Pa·m³/s (또는 고객 사양 등급).
- 펌프다운: 공표된 곡선 내에서 지정된 최종 진공도 도달.
- 기계적 시험: 설계 압력의 1.3배에서 수압 또는 공압 강도 시험.
6. 마감 처리 및 출하
- 표면 처리: 가스 부하를 줄이기 위해 글래스비드, 새틴 연마 또는 전해연마(Ra ≤ 0.4 µm).
- 보호: PVC 필름 + 건조제 봉투, 충격 방지용 크레이트 포장.
- 펌프, 밸브 및 증착원과의 직접 통합 또는 재고 출고 가능.
필요 시 ISO 9001 및 EN 13980(ATEX) 표준에 따라 모든 제작 단계를 추적할 수 있으며, 당사의 챔버는 전 세계 어디서든 즉시 고진공 작동이 가능한 상태로 도착합니다.
 최신 뉴스
최신 뉴스2025-08-01
2025-07-24
2025-11-19
2025-12-25
2026-01-31






