
Um guia passo a passo para compradores internacionais
1. Engenharia e Preparação
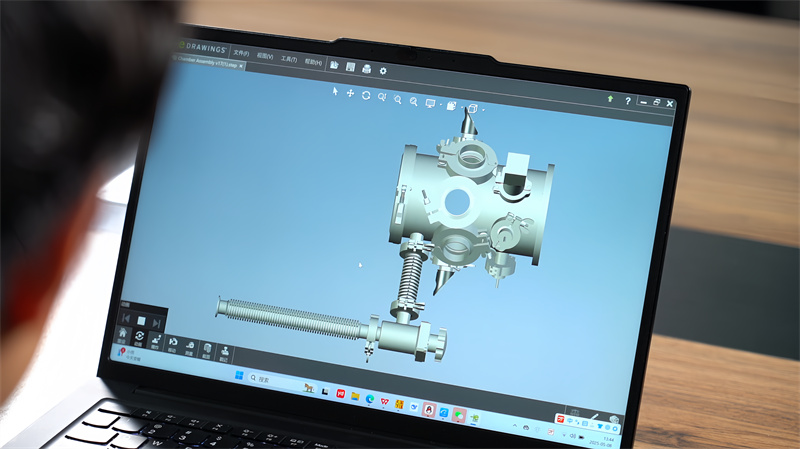
1.1 Pacote de Projeto
- Geometria: definir layout interno, posições das bombas, medidores e janelas de inspeção, eletrodos/alvos.
- Especificação de vácuo: definir pressão final, taxa de vazamento, pressão de prova; escolher liga, método de soldagem e tipo de vedação conforme necessário.
- Documentação: desenhos detalhados, montagem geral, plano de sequência de soldagem, GD&T completo.
1.2 Materiais e consumíveis
- Ligas: aço inoxidável austenítico 304L/316L (baixo carbono, baixa emissão gasosa); ligas de Al ou Ti sob pedido.
- Consumíveis: arame de adição compatível, vedações de grau para vácuo, componentes CF/KF.
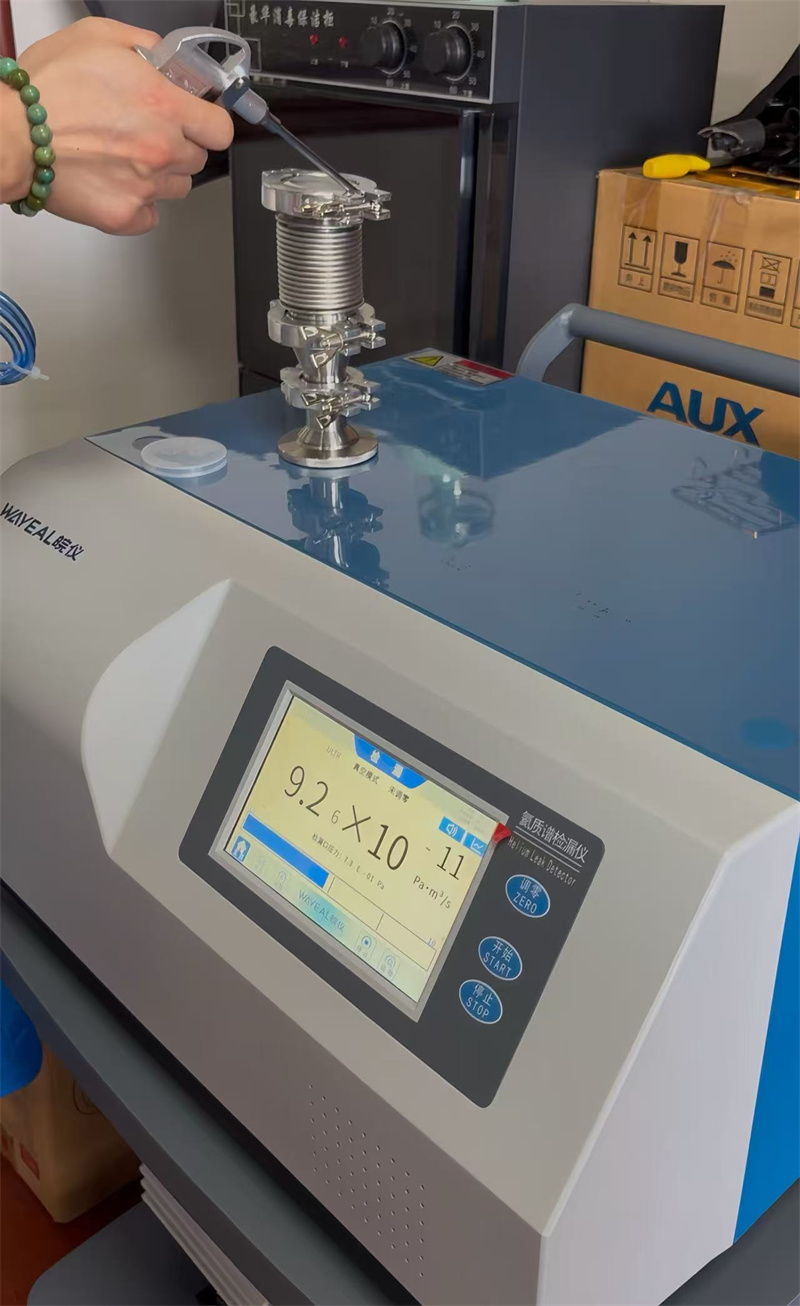
- Metrologia: detector de vazamentos por espectrômetro de massa de hélio, medidor de rugosidade superficial, MMT.
2. Processamento de materiais
2.1 Pré-tratamento
- Desengorduramento: banho alcalino ou ultrassônico para remover óleos de laminação.
- Decapagem e passivação: remoção de óxido/escama, restauração da camada de óxido de cromo.
- Proteção: luvas ou filme removível durante a usinagem.
2.2 Corte e conformação
- Corte: plasma, laser ou jato d'água.
- Laminação: cilindros em rolos de chapas; carcaças retangulares conformadas em dobradeira.
- Usinagem: acabamento de ranhuras de vedação, portas roscadas com Ra ≤ 0,8 µm.
- Furação: janelas cortadas por CNC, portas de bomba; chanfrar todas as bordas.
3. Montagem e soldagem
3.1 Montagem com pontos de solda
- Posicionar com pontos de solda mínimos; sequência escolhida para equilibrar a retração.
3.2 Soldagem
- Processo: GTAW (TIG) como padrão; feixe de elétrons para juntas de alta pureza.
- Aceitação: zero porosidade, penetração completa, cordão interno liso; soldas de um único lado frequentemente protegidas pelo verso para obter perfil "de ambos os lados".
- Costuras críticas testadas quanto a vazamentos de hélio a 100% in loco.
4. Operações pós-soldagem
4.1 Alívio de tensões
- Forno ou alívio térmico local 450–650 °C; peças grandes podem utilizar alívio de tensão por vibração.
4.2 Limpeza final
- Repiclagem das zonas de solda; enxágue ultrassônico → água desionizada → secagem com ar quente; certificado com ≤ 1 mg/m² de resíduos orgânicos.

5. Verificação da qualidade
- Dimensional e visual: comprimento da câmara, espaçamento dos flanges, planicidade das flanges ≤ 0,1 mm/100 mm.
- Vácuo: taxa de vazamento integral ≤ 1 × 10⁻⁹ Pa·m³/s (ou classe do cliente).
- Bombeamento: alcançar o vácuo final especificado dentro da curva publicada.
- Mecânico: teste hidrostático ou pneumático de prova a 1,3 × pressão de projeto.
6. Acabamento e expedição
- Superfície: jateamento de vidro, polimento acetinado ou eletropolimento (Ra ≤ 0,4 µm) para reduzir a carga gasosa.
- Proteção: filme de PVC + saco de dessecante, embalagem com isolamento de choques.
- Liberação para estoque ou integração direta com bombas, válvulas e fontes de deposição.
Com cada etapa rastreável conforme ISO 9001 e EN 13980 (ATEX) quando necessário, nossas câmaras chegam prontas para operação imediata em vácuo elevado — em qualquer lugar do globo.
 Notícias Quentes
Notícias Quentes2025-08-01
2025-07-24
2025-11-19
2025-12-25
2026-01-31
Direitos Autorais © Wenzhou QiMing Stainless Co., Ltd. Todos os Direitos Reservados - Política de Privacidade-BLOG





