
Panduan langkah demi langkah untuk pembeli internasional
1. Teknik & Persiapan
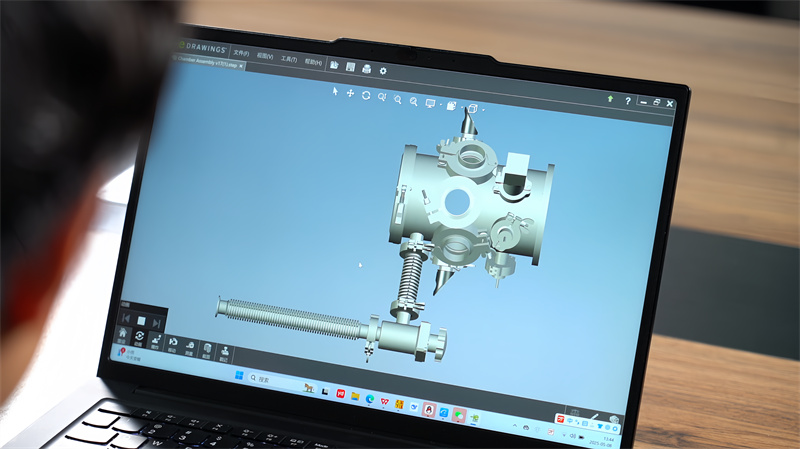
1.1 Paket Desain
- Geometri: tentukan tata letak internal, posisi pompa, pengukur dan port jendela pengamatan, posisi elektroda/target.
- Spesifikasi vakum: tentukan tekanan akhir, laju kebocoran, tekanan uji; pilih paduan, metode las, jenis segel sesuai kebutuhan.
- Dokumentasi: gambar detail, perakitan umum, rencana urutan pengelasan, GD&T lengkap.
1.2 Bahan & bahan habis pakai
- Paduan: stainless steel austenitik 304L/316L (kadar karbon rendah, pelepasan gas rendah); paduan Al- atau Ti- berdasarkan permintaan.
- Bahan habis pakai: kawat pengisi yang sesuai, segel kelas vakum, perangkat keras CF/KF.
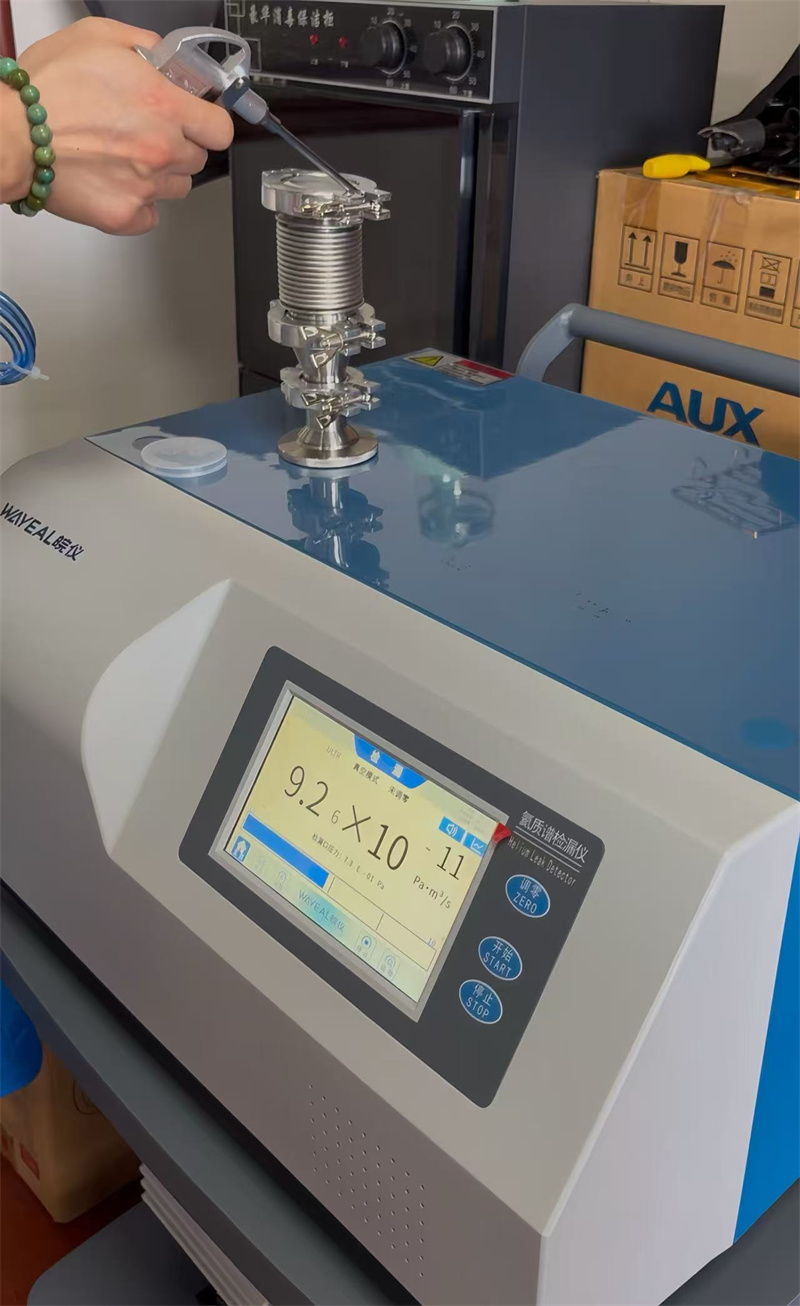
- Metrologi: detektor kebocoran massa-spektrometer helium, alat ukur kekasaran permukaan, CMM.
2. Pengolahan material
2.1 Pra-perlakuan
- Degrasi: alkali atau bak ultrasonik untuk menghilangkan oli gulungan.
- Pencelupan & pasivasi: menghilangkan oksida/kerak, memulihkan lapisan oksida-Cr.
- Perlindungan: gunakan sarung tangan atau film pelindung selama permesinan.
2.2 Pemotongan & pembentukan
- Potong: plasma, laser, atau jet-air.
- Gulung: silinder pada mesin gulung pelat; cangkang persegi panjang dibentuk dengan rem.
- Permesinan: selesaikan alur segel, lubang berulir hingga Ra ≤ 0,8 µm.
- Pembuatan lubang: jendela potong CNC, port pompa; pecahkan semua tepi.
3. Pemasangan & pengelasan
3.1 Perakitan titik las
- Tempatkan dengan minimal titik las; urutan dipilih untuk menyeimbangkan penyusutan.
3.2 Pengelasan
- Proses: GTAW (TIG) sebagai standar; pengelasan berkas elektron untuk sambungan kualitas tinggi.
- Penerimaan: tanpa porositas, penetrasi penuh, bentuk lasan dalam yang halus; pengelasan satu sisi sering menggunakan pelindung belakang agar menghasilkan profil seperti pengelasan dua sisi.
- Sambungan kritis diuji kebocoran helium 100% secara in situ.
4. Operasi pasca pengelasan
4.1 Pereda tegangan
- Tungku atau PWHT lokal 450–650 °C; bagian besar dapat menggunakan pereda tegangan dengan getaran.
4.2 Pembersihan akhir
- Bilas ulang zona las dengan cairan penghilang karat; bilasan ultrasonik → air DI → pengeringan dengan udara panas; tersertifikasi hingga ≤ 1 mg/m² residu organik.

5. Verifikasi kualitas
- Dimensi & visual: panjang ruang, jarak port, kelataan flange ≤ 0,1 mm/100 mm.
- Vakum: laju kebocoran integral ≤ 1 × 10⁻⁹ Pa·m³/s (atau kelas klien).
- Pump-down: mencapai tekanan akhir yang ditentukan dalam kurva yang dipublikasikan.
- Mekanis: uji tekan hidrostatik atau pneumatik pada 1,3 × tekanan desain.
6. Penyelesaian & pengiriman
- Permukaan: glass-bead, satin polish, atau electropolish (Ra ≤ 0,4 µm) untuk mengurangi beban gas.
- Perlindungan: film PVC + kantong desiccant, peti tahan guncangan.
- Pelepasan ke stok atau integrasi langsung dengan pompa, katup, dan sumber deposisi.
Dengan setiap tahap yang dapat dilacak hingga ISO 9001 dan EN 13980 (ATEX) di mana diperlukan, ruang hampa kami tiba dalam kondisi siap untuk segera digunakan dalam tugas vakum tinggi—di mana pun di seluruh dunia.
 Berita Terpanas
Berita Terpanas2025-08-01
2025-07-24
2025-11-19
2025-12-25
2026-01-31
Hak Cipta © Wenzhou QiMing Stainless Co., Ltd. Seluruh Hak Dilindungi Undang-undang - Kebijakan Privasi-BLOG





