
Egy lépésről lépésre útmutató nemzetközi vásárlók számára
1. Mérnöki munka és előkészítés
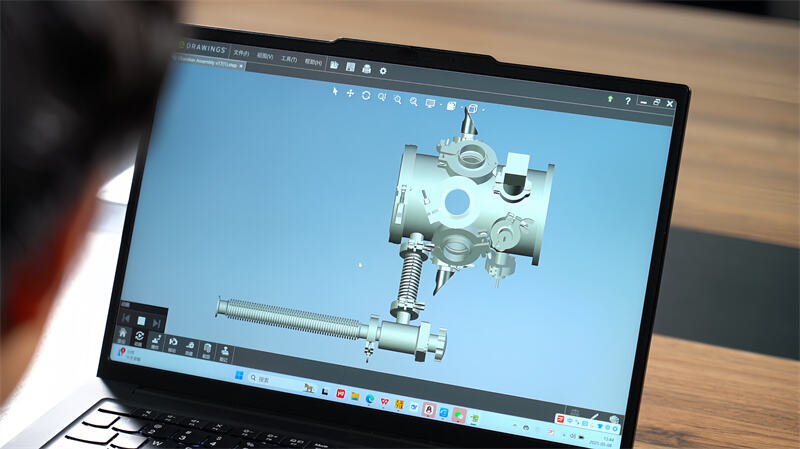
1.1 Tervezési csomag
- Geometria: belső elrendezés, szivattyú, nyomásérzékelő és megfigyelő ablak, elektród/célként szolgáló csatlakozások meghatározása.
- Vákuum spec: végső nyomás, szivárgási ráta, nyomáspróba beállítása; ötvözet, hegesztési módszer és tömítés típusának kiválasztása ennek megfelelően.
- Dokumentáció: részletes rajzok, általános összeszerelés, hegesztési sorrend terv, teljes GD&T.
1.2 Anyagok és fogyóeszközök
- Ötvözetek: 304L/316L ausztenites rozsdamentes acél (alacsony szén-, alacsony gázfejlődésű); Al- vagy Ti-ötvözet igény szerint.
- Fogyóanyagok: illeszkedő töltődrót, vákuumminőségű tömítések, CF/KF szerelvények.
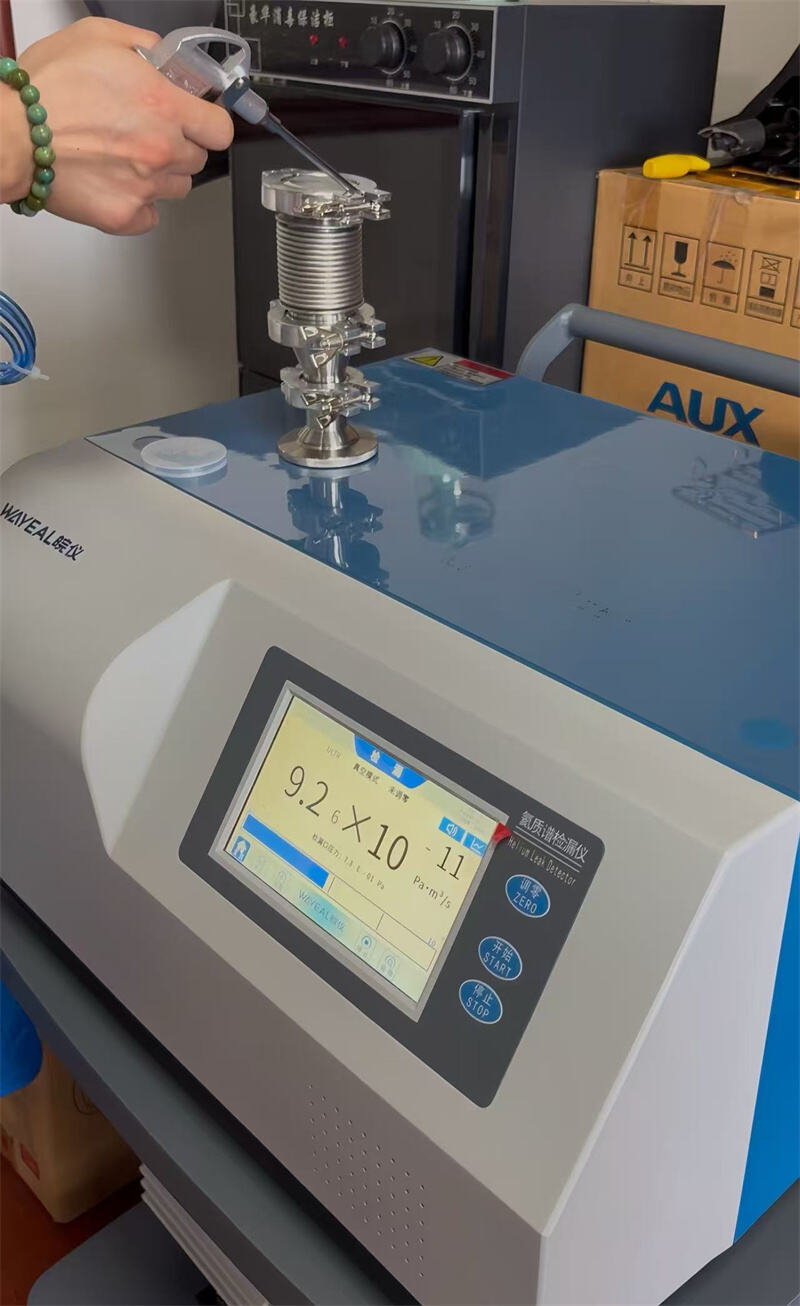
- Mérőtechnika: héliumos tömegspektrométeres szivárgáskereső, felületi érdességmérő, koordináta mérőgép.
2. Anyagmegmunkálás
2.1 Előkezelés
- Zsírtalanítás: lúgos vagy ultrahangos fürdő a hengerlési olajok eltávolításához.
- Maratás és passziválás: oxid/lécsír leválasztása, króm-oxid réteg visszaállítása.
- Védőintézkedések: kesztyű vagy lehúzható fólia a megmunkálás során.
2.2 Vágás és alakítás
- Vágás: plazma, lézer vagy vízsugaras vágás.
- Hengerlés: hengerek lemezhajlítókon; téglalap alakú burkolatok fékformázással.
- Gép: záró hornyok, menetes csatlakozók felületi érdessége legfeljebb Ra ≤ 0,8 µm.
- Furatok készítése: CNC-vágott ablakok, szivattyúcsatlakozók; minden él letörése.
3. Összeállítás és hegesztés
3.1 Rögzítő hegesztés
- Minimális rögzítő hegesztésekkel helyezze el; az összezsugorodás kiegyensúlyozására alkalmas sorrendet válasszon.
3.2 Hegesztés
- Eljárás: GTAW (TIG) alapértelmezett módon; elektronnyalábos hegesztés nagy tisztaságú kötéseknél.
- Elfogadási kritérium: zéró pórusosság, teljes behatolás, sima belső varrat; egyoldali hegesztéseket gyakran hátlégmentesítéssel készítik „kétoldali” profil érdekében.
- Kritikus varratok 100 %-os hélium-szivárgásvizsgálatának alávetése helyszínen.
4. Hegesztést követő műveletek
4.1 Feszültségmentesítés
- Kemence vagy helyi PWHT 450–650 °C; nagyobb alkatrészek esetén rezgéses feszültségmentesítés alkalmazható.
4.2 Végső tisztítás
- Hegesztési zónák újrapikkelése; ultrahangos öblítés → deszionizált víz → forró levegős szárítás; ≤ 1 mg/m² maradék szerves anyag jelenlétére tanúsítva.

5. Minőségellenőrzés
- Méretek és vizuális ellenőrzés: kamerahossz, csatkozások távolsága, flaneshüvely síksága ≤ 0,1 mm/100 mm.
- Vákuum: integrált szivárgási ráta ≤ 1 × 10⁻⁹ Pa·m³/s (vagy az ügyfél osztályának megfelelően).
- Kipumpálás: elérje a meghatározott végső nyomást a közzétett görbe szerint.
- Mechanikai: hidrosztatikus vagy pneumatikus próbanyomás 1,3 × tervezési nyomáson.
6. Befejező munkák és szállítás
- Felület: üveggolyó, selymes fényezés vagy elektropolírozás (Ra ≤ 0,4 µm), hogy csökkentsük a gázkibocsátást.
- Védelem: PVC fólia + szilika-gél zacskó, ütésálló ládában.
- Készletre való átadás vagy közvetlen integráció szivattyúkkal, szelepekkel és ülepítőforrásokkal.
Minden gyártási fokozat nyomon követhető az ISO 9001 és szükség esetén az EN 13980 (ATEX) szabvány szerint, így kamraink azonnal használhatók magas vákuumigényű feladatokra bárhol a világon.
 Aktuális hírek
Aktuális hírek2025-08-01
2025-07-24
2025-11-19
2025-12-25
2026-01-31
Szerzői jog © Wenzhou QiMing Rozsdamentes Acél Kft. Minden jog fenntartva - Adatvédelmi irányelvek-Blog





