
En trin-for-trin-vejledning for internationale købere
1. Konstruktion og forberedelse
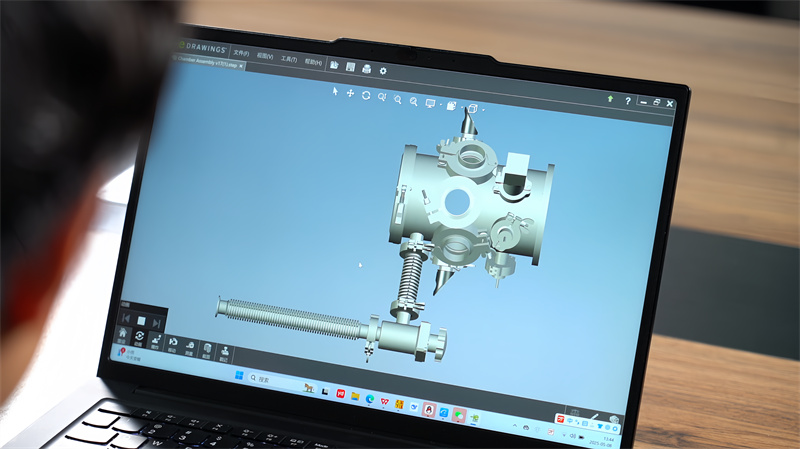
1.1 Designpakke
- Geometri: definér indre layout, pumpe-, måler- og viewport-studs, elektrode/målpositioner.
- Vakuum-spec: indstil maksimalt tryk, lækagerate, testtryk; vælg legering, svejsemåde, tætningstype i henhold dertil.
- Dokumentation: detaljegninger, generel samling, svejsesekvensplan, komplet GD&T.
1.2 Materialer og forbrugsvarer
- Lejer: 304L/316L austenitiske rustfri stål (lavt kulstofindhold, lav udgassning); Al- eller Ti-lejer efter anmodning.
- Forbrugsvarer: samsvarende tilførselstråd, vakuumkvalitetstætninger, CF/KF udstyr.
- Metrologi: heliummassespektrometer-lækdetektor, overfladeruhedsmåler, CNC-målebord.
2. Materialebehandling
2.1 Forbehandling
- Affedtning: basiskurv eller ultralydsbad til at fjerne rulleolie.
- Syrebehandling og passivering: fjern oxid/skala, genopret Cr-oxidlag.
- Beskyttelse: handsker eller flimelag under bearbejdning.
2.2 Skæring og formning
- Skæring: plasma, laser eller vandstråle.
- Rulning: cylindre på pladerulle; rektangulære skaller bøjningsformede.
- Maskinbearbejdning: færdigbearbejdning af tætningsfurer, indvendige gevind til Ra ≤ 0,8 µm.
- Hulboring: CNC-fremskåret vinduer, pumpeportene; bryd alle kanter.
3. Montering og svejsning
3.1 Forsvejsning
- Placer med minimale forsvejsninger; sekvens valgt til at balancere krympning.
3.2 Svejsning
- Proces: GTAW (TIG) som standard; elektronstrålesvejsning til højrengøringsforbindelser.
- Godkendelse: nul porøsitet, fuld gennemsvejsning, jævn indvendig huldring; enkeltsidede svejsninger er ofte bagtil skærmede for at opnå dobbeltsidet profil.
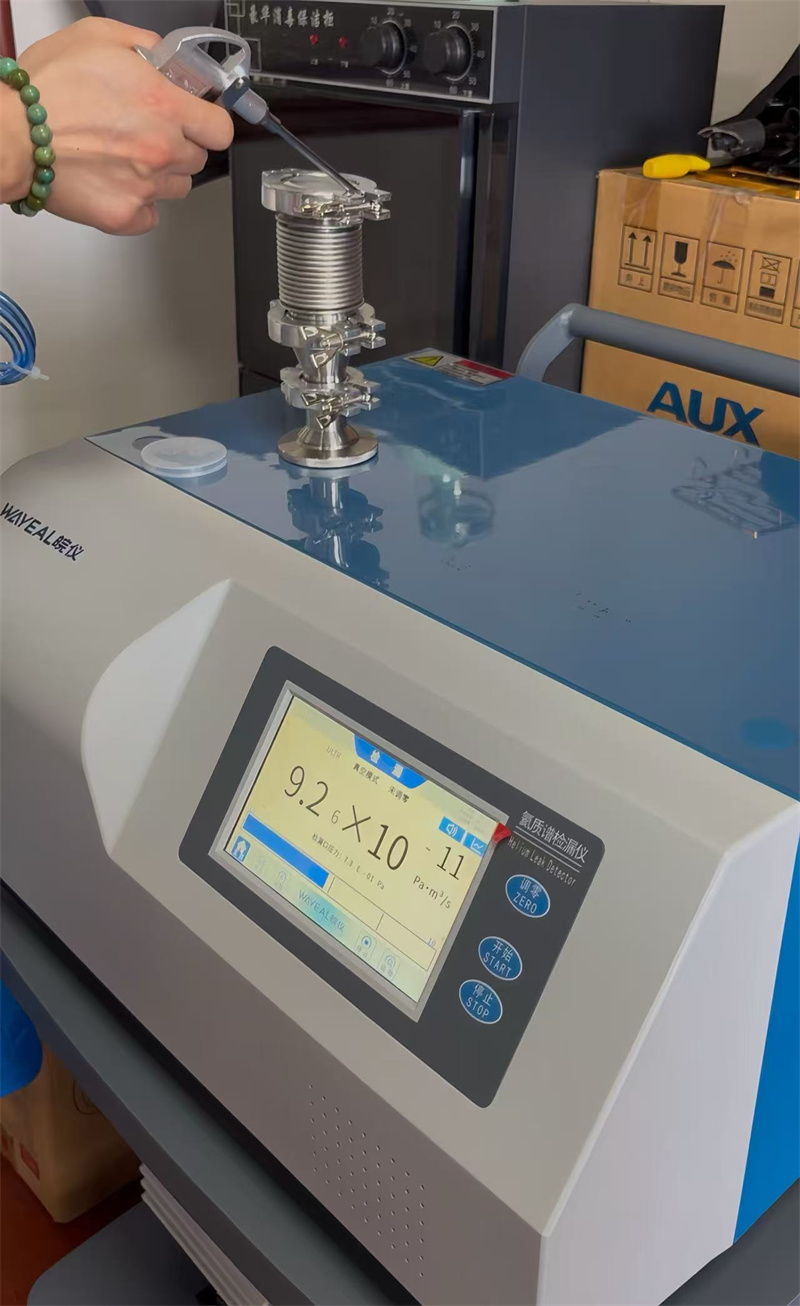
- Kritiske sømme 100 % He-lækagekontrolleret på stedet.
4. Eftersvejsningsoperationer
4.1 Spændingsafhjælpning
- Ovn eller lokal PWHT 450–650 °C; store dele kan anvende vibrerende spændingsløsning.
4,2 Afsluttende rengøring
- Genbehandl sværdzoner med sydning; ultralydsplask → deioniseret vand → tørre med varm luft; certificeret til ≤ 1 mg/m² restorganisk materiale.

5. Kvalitetsverifikation
- Dimensionel og visuel: kammerlængde, portafstand, flangeplanhed ≤ 0,1 mm/100 mm.
- Vakuum: integreret lækagerate ≤ 1 × 10⁻⁹ Pa·m³/s (eller kundeklasse).
- Pumpedown: opnå specificeret sluttryk inden for publiceret kurve.
- Mekanisk: hydrostatisk eller pneumatisk trykprøve ved 1,3 × konstruktionstryk.
6. Afslutning og afsendelse
- Overflade: glasperlestråling, satinpolering eller elektropolering (Ra ≤ 0,4 µm) for at reducere gassbelastning.
- Beskyttelse: PVC-folie + tørremiddelposer, skumudstyret kasse.
- Frigivelse til lager eller direkte integration med pumper, ventiler og aflejringskilder.
Med hver eneste fase sporbar til ISO 9001 og EN 13980 (ATEX), hvor det kræves, ankommer vores kamre klar til straks at kunne anvendes til højvakuum – hvor som helst i verden.
 Seneste nyheder
Seneste nyheder2025-08-01
2025-07-24
2025-11-19
2025-12-25
2026-01-31
Copyright © Wenzhou QiMing Rustfri Stål Co., Ltd. Alle rettigheder forbeholdes - Privatlivspolitik-Blog





