
Samm-sammult juhend rahvusvahelistele ostjatele
1. Inseneritöö ja ettevalmistus
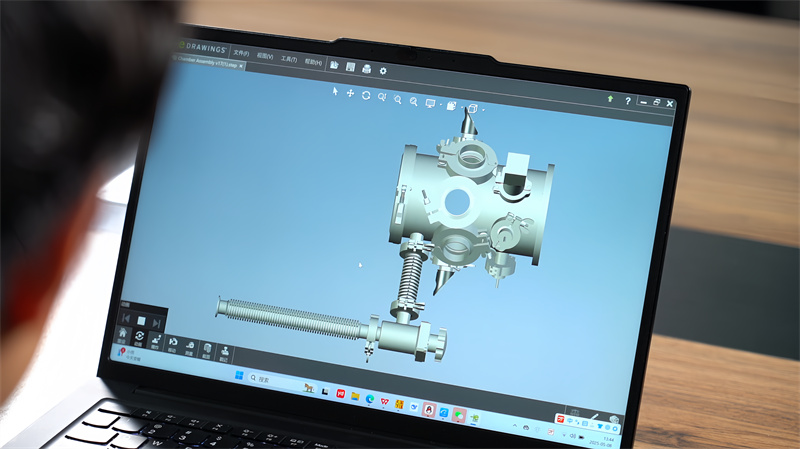
1.1 Disainipaket
- Geomeetria: määratlege sisemine paigutus, pump-, manomeeter- ja vaatlusaknade avad, elektroodide/sihtmärgi asukohad.
- Vaakumspec: seadke lõplik rõhk, lekkekiirus, tõendusrõhk; valige vastavalt sulam, keevitusmeetod ja tihendi tüüp.
- Dokumentatsioon: detailjoonised, üldine komplekteerimine, keevisõmbluse järjekorra plaan, täielik GD&T.
1.2 Materjalid ja tarbematerjalid
- Sulamid: 304L/316L aurustuv roostevaba teras (madala süsinikusisaldusega, madala gaasilahustumisega); Al- või Ti-sulameid tellimuse korral.
- Tarbematerjalid: sobiv täitematerjal, vaakumiklassi tihendid, CF/KF tarvikud.
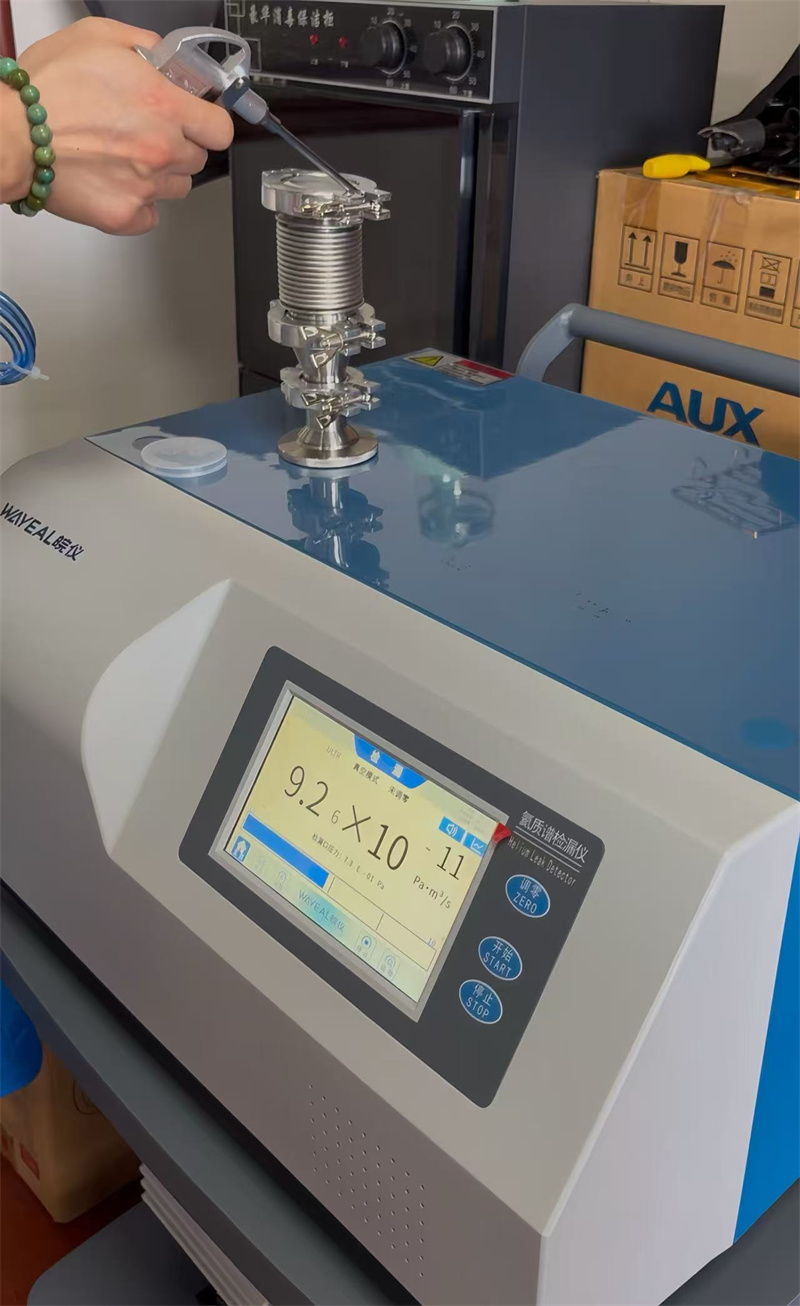
- Metroloogia: heeliumi massspektromeetriline lekkekontroll, pindraughuse mõõtja, CMM.
2. Materjali töötlus
2.1 Eeltöötlus
- Rasvata: leeliselise või ultraheli-vanni abil rullimisõli eemaldamine.
- Happetöötlus ja passiveerimine: oksiidi/kooriku eemaldamine, Cr-oksiidkihi taastamine.
- Kaitse: kindad või kaitsekile töötlemise ajal.
2.2 Lõikamine ja kuju andmine
- Lõikamine: plasma-, laser- või veekiiriga.
- Rullimine: silindrid plaatide rullides; ristkülikukujulised korpused paindutud presspangas.
- Töötlemine: tihendikere õõnsused, keermed pinnaraughusega Ra ≤ 0,8 µm.
- Aukude tegemine: CNC-lõigatud aknad, pumbapordid; kõik servad tuleb katkestada.
3. Sobivus ja keevitamine
3.1 Kohalik montaaž
- Asustage minimaalse keevitusega; järjekord valitakse kokkutõmbumise tasakaalustamiseks.
3.2 Keevitamine
- Protsess: Vaikimisi GTAW (TIG); kõrgepuhtsuse liigendite jaoks elektronkiir.
- Aktsepteerimine: nulliline poorsumine, täielik läbitungimus, sile sisemine õmblus; ühepoolsete keevituste puhul kasutatakse sageli tagasilukustamist „kahepoolse“ profiili saavutamiseks.
- Kriitilised õmblused testitakse 100 % He-lekkimise korral kohapeal.
4. Pärast keevitamise toimingud
4.1 Pinge vähendamine
- Põlemik või kohalik PWHT 450–650 °C; suured osad võivad kasutada vibratsiooni põhjustatud pinge vähendamiseks.
4.2 Lõplik puhastamine
- Kordussemmistamine keevitatud piirkondades; ultraheli abil enjutus → deioniseeritud vesi → kuumakõrb suurtes kogustes; sertifitseeritud ≤ 1 mg/m² jääkorganiliste ainete suhtes.

5. Kvaliteedi kinnitamine
- Mõõtmete ja visuaalse kontrolli suhtes: kamberi pikkus, portide vahe, flantsi tasasus ≤ 0,1 mm/100 mm.
- Vaakum: integraalne lekkemäär ≤ 1 × 10⁻⁹ Pa·m³/s (või kliendi klass).
- Pumbatud alla: jõuda määratud lõpppunkti vahemikku, mis on märgitud tootja andmetabelis.
- Mehaaniline: hüdrostaatiline või pneumaatiline tugevuskatsetus 1,3 × disaini rõhul.
6. Viimistlemine ja saatmine
- Pind: klaaskivid, matkiv pind või elektropolmeerimine (Ra ≤ 0,4 µm), et vähendada gaasilast koormust.
- Kaitse: PVC-kile + kuivendusaine kott, vibreerimiskindel karp.
- Vabastamine ladustamiseks või otseste integratsioonidega pumbadega, ventiilidega ja sadestusallikatega.
Iga etapp on jälgitav vastavalt ISO 9001-le ja vajadusel EN 13980-le (ATEX), meie kambrid saabuvad valmis kohe kasutamiseks kõrge vaakumiga – üle kogu maailma.
 Külm uudised
Külm uudised2025-08-01
2025-07-24
2025-11-19
2025-12-25
2026-01-31
Autoriõigus © Wenzhou QiMing Stainless Co., Ltd. Kõik õigused kaitstud - Privaatsuspoliitika-Blogi





