
Пошаговое руководство для международных покупателей
1. Проектирование и подготовка
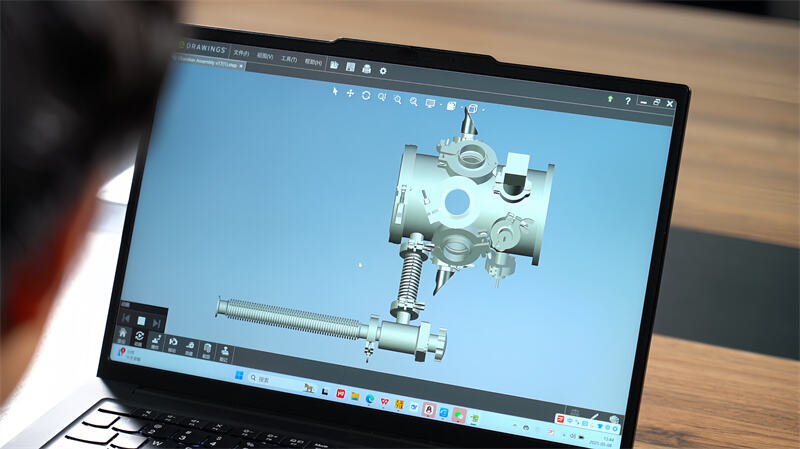
1.1 Комплект конструкторской документации
- Геометрия: определение внутренней компоновки, мест подключения насоса, датчика давления и визуального контроля, положения электродов/мишеней.
- Требования к вакууму: установка предельного давления, скорости утечки, пробного давления; выбор сплава, метода сварки и типа уплотнения в соответствии с требованиями.
- Документация: подробные чертежи, общий сборочный чертёж, план последовательности сварки, полная система размеров и допусков (GD&T).
1.2 Материалы и расходные материалы
- Сплавы: аустенитные нержавеющие стали 304L/316L (низкоуглеродистые, с низким газовыделением); по запросу — алюминиевые или титановые сплавы.
- Расходные материалы: соответствующая присадочная проволока, уплотнения вакуумного класса, крепёж CF/KF.
- Метрология: гелиевый масс-спектрометрический детектор утечек, измеритель шероховатости поверхности, КИМ.
2. Обработка материала
2.1 Предварительная обработка
- Обезжиривание: щелочная или ультразвуковая ванна для удаления прокатных масел.
- Протравливание и пассивация: удаление оксидной пленки/нагара, восстановление хромового оксидного слоя.
- Защита: перчатки или защитная пленка во время механической обработки.
2.2 Резка и формовка
- Резка: плазменная, лазерная или водоструйная.
- Гибка: цилиндры на листогибочных вальцах; прямоугольные корпуса — гибка на пресс-тормозе.
- Механическая обработка: окончательная обработка канавок для уплотнений, резьбовых патрубков до Ra ≤ 0,8 мкм.
- Сверление отверстий: окна и патрубки, вырезанные на станке с ЧПУ; снятие фасок со всех кромок.
3. Сборка и сварка
3.1 Прихваточная сборка
- Фиксация с минимальным количеством прихваток; последовательность выбирается с учётом компенсации усадки.
3.2 Сварка
- Метод: дуговая сварка вольфрамовым электродом в среде инертного газа (TIG) по умолчанию; электронно-лучевая сварка — для соединений высокой чистоты.
- Требования: отсутствие пор, полное проплавление, ровный внутренний валик; односторонние швы часто подвергаются поддуву с обратной стороны для получения профиля «с двух сторон».
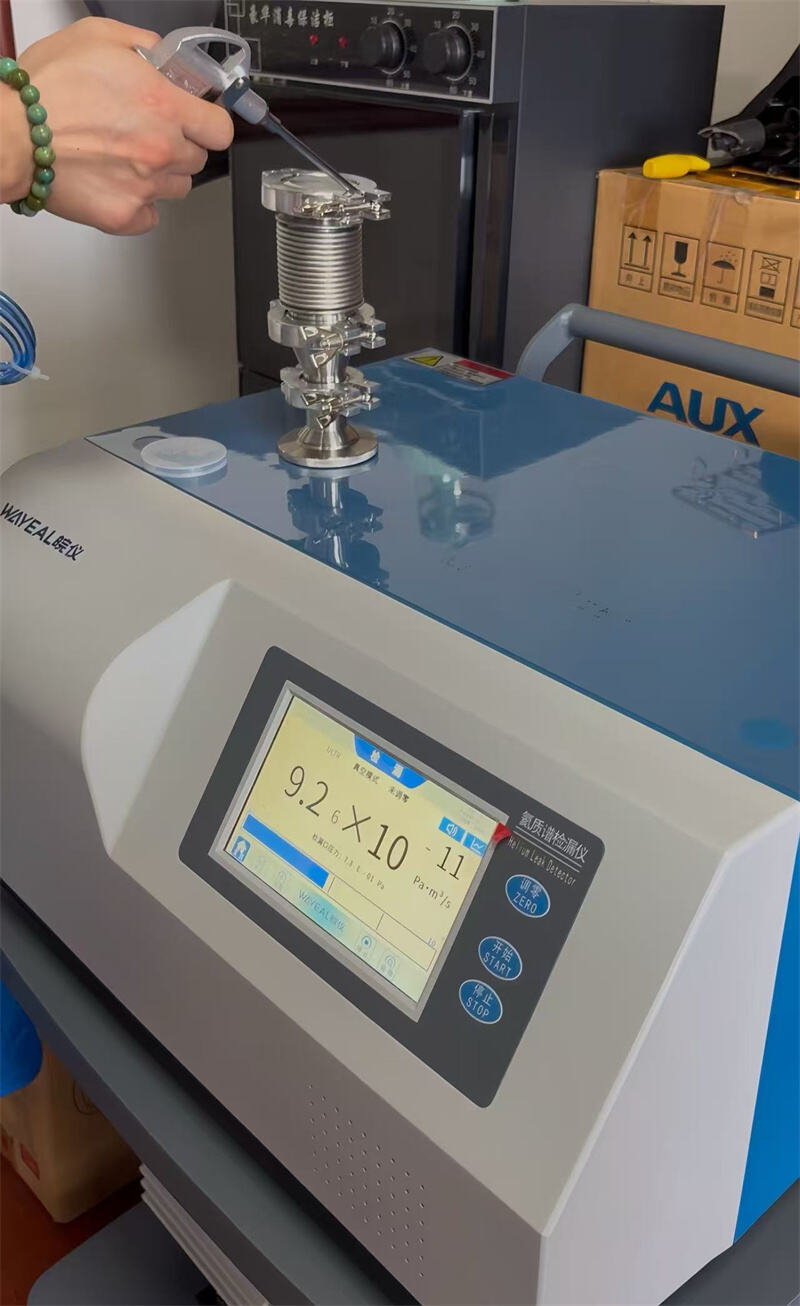
- Критические швы полностью проверяются на герметичность методом утечки гелия непосредственно на месте.
4. Операции после сварки
4.1 Снятие остаточных напряжений
- Отжиг в печи или локальная термообработка 450–650 °C; для крупных деталей возможно применение вибрационного снятия напряжений.
4.2 Окончательная очистка
- Повторное травление зон сварки; ультразвуковая промывка → деионизированная вода → сушка горячим воздухом; сертифицировано до ≤ 1 мг/м² остаточных органических веществ.

5. Проверка качества
- Измерительный и визуальный контроль: длина камеры, расстояние между патрубками, плоскостность фланцев ≤ 0,1 мм/100 мм.
- Вакуум: интегральная скорость утечки ≤ 1 × 10⁻⁹ Па·м³/с (или по классу заказчика).
- Откачка: достижение заданного предельного давления в соответствии с паспортной кривой.
- Механические испытания: гидростатическое или пневматическое испытание пробным давлением 1,3 × от рабочего.
6. Завершающая обработка и отправка
- Поверхность: обработка стеклянным песком, матовая полировка или электрохимическая полировка (Ra ≤ 0,4 мкм) для снижения газовыделения.
- Защита: ПВХ-пленка + пакет с силикагелем, ящик с амортизацией.
- Выпуск в запас или прямая интеграция с насосами, клапанами и источниками осаждения.
На каждом этапе производства, при необходимости, применяется стандарт ISO 9001 и EN 13980 (ATEX), наши камеры поставляются готовыми к немедленной эксплуатации в высоком вакууме — в любом месте мира.
 Горячие новости
Горячие новости2025-08-01
2025-07-24
2025-11-19
2025-12-25
2026-01-31
© Вэньчжоу Цимин Стейнлесс Ко., Лтд. Все права защищены - Политика конфиденциальности-Блог





