
Халықаралық сатып алушылар үшін қадамдық нұсқаулық
1. Инженерия және дайындық
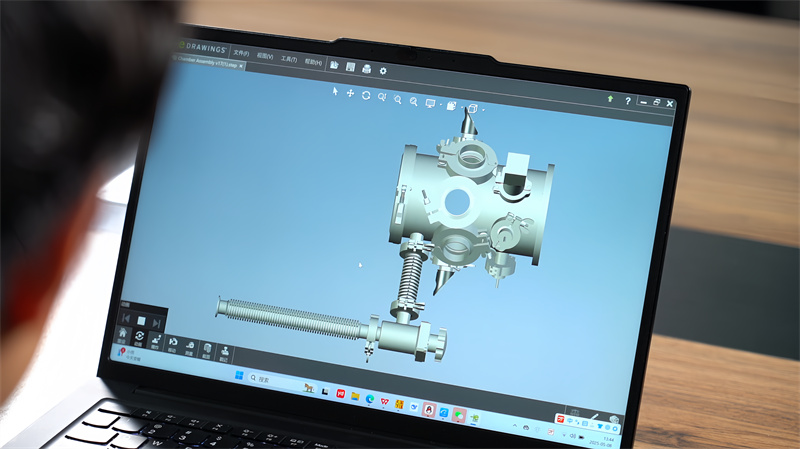
1.1 Дизайн жинағы
- Геометрия: ішкі орналасу, сорғы, манометр және көру терезесі порттары, электрод/мақсат орындарын анықтау.
- Вакуумдық сипаттама: соңғы қысымды, саңылау деңгейін, сынамалық қысымды белгілеу; құйманы, пісіру әдісін, саңылаудың түрін оған сәйкес таңдау.
- Құжаттама: егжей-тегжейлі сызбалар, жалпы жинақтау, пісіру ретінің жоспары, толық GD&T.
1.2 Материалдар мен тұтынатын құралдар
- Қорытпалар: 304L/316L аустениттік нержавеюші (төменгі көміртегі, төменгі газ шығару); тапсырыс бойынша Al- немесе Ti-қорытпалар.
- Тұтыну материалдары: сәйкес толтыру сымы, вакуумдық сынақты тығындар, CF/KF құрылғылары.
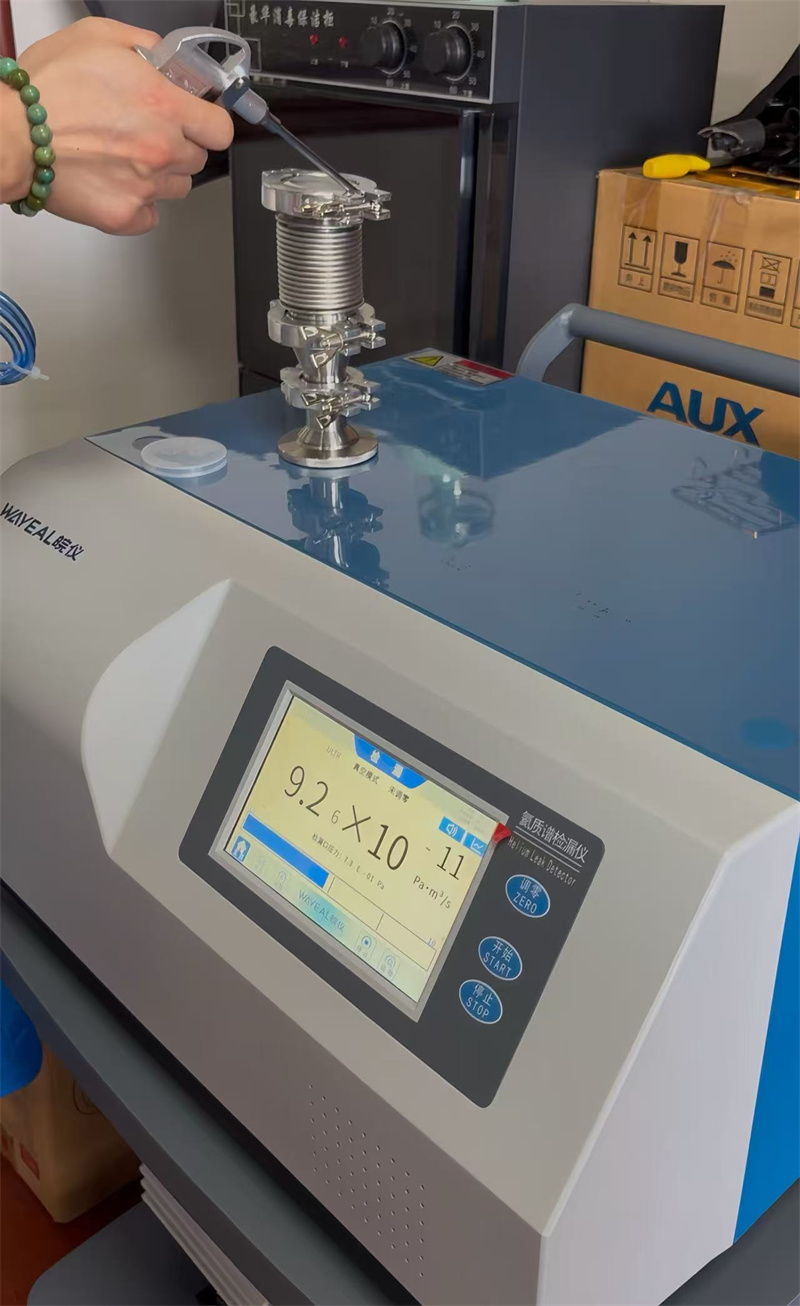
- Метрология: гелийлі масса-спектрометрлік тұмсық детекторы, беткейдің тегістігін өлшеу құрылғысы, КИМ.
2. Материалдарды өңдеу
2.1 Алдын ала дайындау
- Майсыздандыру: прокат майын алу үшін сілтілік немесе ультрадыбыстық ванна.
- Қышқылмен тазалау және пассивдендіру: тотты/қабыршақты алу, хром тотығының пленкасын қалпына келтіру.
- Қорғау: өңдеу кезінде қолғап немесе жұлынғыш пленка қолдану.
2.2 Кесу және пішіндеу
- Кесу: плазмалық, лазерлік немесе сулы жүйе арқылы.
- Ролик: цилиндрлер плита орамдарында; тік бұрышты қабықтар тежегішпен пішімделген.
- Машина: жабдықтың тығыздық ойықтарын, тісті тесіктерді Ra ≤ 0,8 мкм-ге дейін өңдеу.
- Тесік жасау: CNC-мен кесілген терезелер, сорғы тесіктері; барлық қырлары сындырылған.
3. Құрастыру және пісіру
3.1 Алдын-ала құрастыру
- Минималды нүктелік пісіру арқылы орнықтыру; сығылуды теңестіру үшін реттілік таңдалады.
3.2 Пісіру
- Процесс: Әдетті GTAW (TIG); таза жіптер үшін электрон-сәулелі пісіру қолданылады.
- Қабылдау: тесіктерсіз, толық ену, ішкі бетіңгі жатық болуы; жиі біржақты пісірудің «екіжақты» профилі болу үшін артқы жағынан газбен қорғайды.
- Маңызды пісірілген жіптердің барлығы орындарында 100 % He-газымен сынамадан өткізіледі.
4. Пайдаланудан кейінгі операциялар
4.1 Созылу кезіндегі босаңсу
- Пеш немесе жергілікті PWHT 450–650 °C; үлкен бөлшектер тербелісті созылу босаңсуын қолдануы мүмкін.
4.2 Соңғы тазалау
- Пайдаланылған аймақтарды қайта тазарту; ультрадыбыстық шайту → DI суы → ыстық ауамен кептіру; қалдық органикалық заттар мөлшері ≤ 1 мг/м² болуына сертификатталған.

5. Сапаны растау
- Өлшемдік және визуалды: камера ұзындығы, порт арақашықтығы, фланецтің жазықтығы ≤ 0,1 мм/100 мм.
- Вакуум: біртұтас саңылау деңгейі ≤ 1 × 10⁻⁹ Па·м³/с (немесе клиент класы).
- Сору: белгіленген соңғы мәнге дейінгі опубликованный қисықпен жету.
- Механикалық: гидростатикалық немесе пневматикалық сынама сынақ 1,3 × жобалық қысымда.
6. Аяқтау және жөнелту
- Беті: газдың жүгін азайту үшін шынылы шар, матта жылтырату немесе электрлік жылтырату (Ra ≤ 0,4 мкм).
- Қорғау: PVC пленка + кептіргіш қап, соққыға төзімді орам.
- Завод қоймасынан шығару немесе сорғылармен, клапандармен және шөгінді көздерімен тікелей интеграциялау.
Әрбір сатының ISO 9001 және қажет болған жағдайда EN 13980 (ATEX) стандарттарына сәйкестігін тексеру арқылы біздің камералар барлық әлемде терең вакуумдық жұмыстарды орындауға дайын күйде жеткізіледі.
 Қызықты жаңалықтар
Қызықты жаңалықтар2025-08-01
2025-07-24
2025-11-19
2025-12-25
2026-01-31
© Вэньчжоу Цимин Стейнс компаниясы, шеттік серіктестік. Барлық құқықтар қорғалған - Жеке деректерді қорғау саясаты-БЛОГ





