
Primer pass-by-pass għall-buyers internazzjonali
1. Inġinerija & Ppreparazzjoni
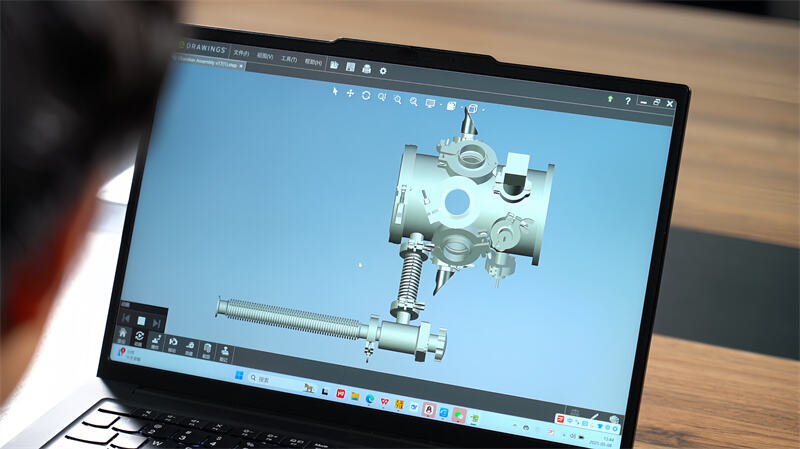
1.1 Pakket tad-disinn
- Ġeometrija: iddefinixxi l-imbianar intern, il-porti tal-pompa, tal-manometru u tal-vista, il-pożizzjonijiet tal-elektrodi/tarġet.
- Speċifikat tal-vakwu: instab il-pressjoni finali, ir-rata tal-fuga, il-pressjoni tal-prova; agħżel l-alliġu, il-metodu tal-ġilda, it-tip tas-seal di appress.
- Dokumentazzjoni: disegni dettaljati, assiembliġġ ġenerali, pjan tas-sekwenza tal-ġilda, GD&T sħiħ.
1.2 Materjali & konsunabbli
- Alijanti: 304L/316L inossidabbli austenitiċi (baxx-karbonju, baxx ta' fuqgassar); Al- jew Ti-alijanti skont il-bidla.
- Konsumabbli: filament kompatibbli, sigilli ta' grad-vakwum, apparati CF/KF.
- Metrolodġija: rikettur tal-fuga ta' spettrometru tal-massa tal-ħelju, kalibratur tal-regolarità tas-superfici, CMM.
2. Proċessar ta' materjal
2.1 Pre-trattament
- Tneġġif: bagno alkalini jew ultrasoniku biex tneġġi ħliek tat-tiswija.
- Pickle u passivat: neġġif ossidu/skala, erġa' ħall-ilma tal-film ta' Cr-ossidu.
- Protezzjoni: guanti jew film qoxra matul il-proċessar.
2.2 Qataħ u formar
- Qataħ: plasma, laser jew jet ta' ilma.
- Roll: ċilindri fuq rottoli tal-plate; shellijiet rettangolari ffurmati b’fren.
- Machine: grooves ta’ sigill finali, fori filettati sa Ra ≤ 0.8 µm.
- Hole-making: Windows imqassra b’CNC, fori tal-pumpa; inqas sew kollox.
3. Fit-up & welding
3.1 Tack assembly
- Iddetermina bil-welding ta’ tack minimu; l-ordni ntelgħet biex tibbilanċja l-impjiegi.
3.2 Welding
- Process: GTAW (TIG) bħala default; raġġ elettroniku għal giunturi ta’ purità alta.
- Aċċettazzjoni: ebda porosità, penetrazzjoni sħiħa, bead intern li jġib; welds minn naħa waħda spiss ma jkunu appoġġjati minn wara biex jingħata profili “minn żewġ naħat”.
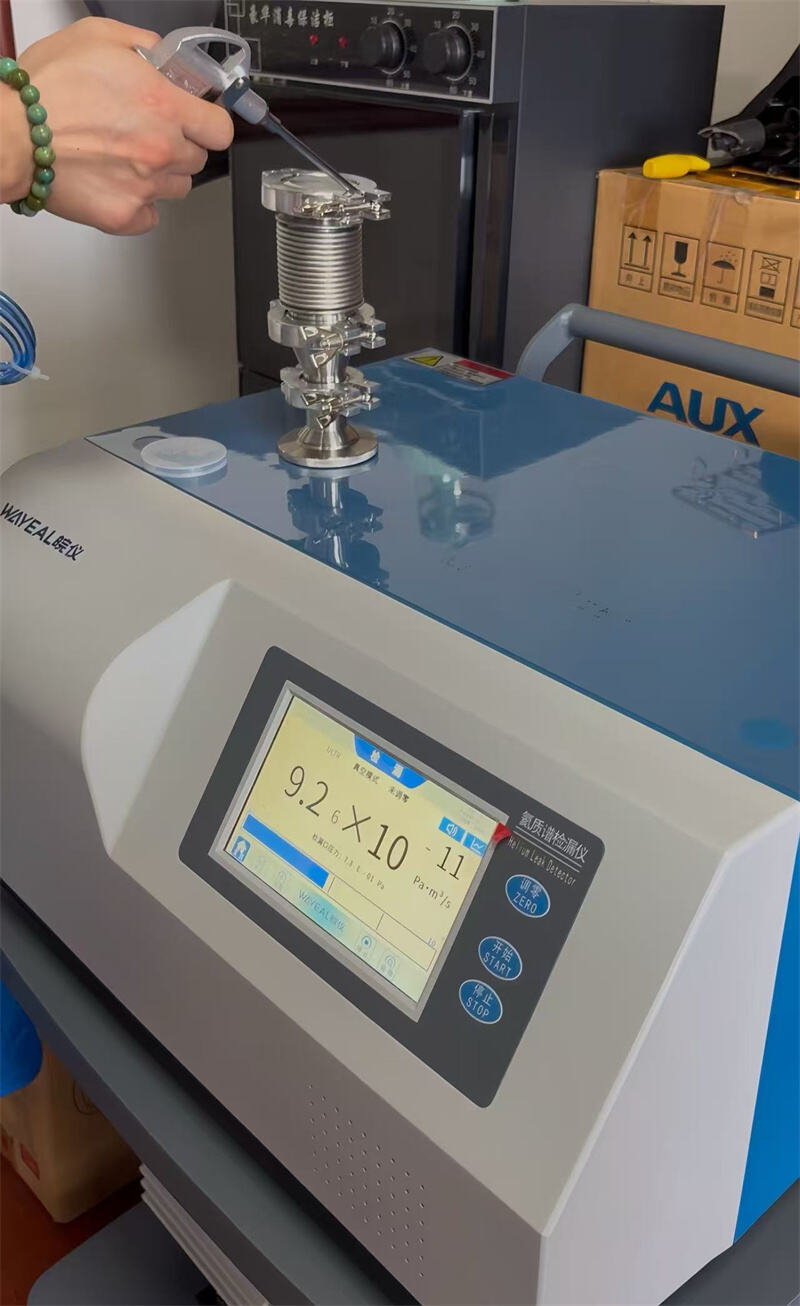
- Xita importanti jittestjat b’He-leak 100% in situ.
4. Operazzjonijiet wara l-ġilad
4.1 Tneħħija tat-tensjoni
- Trattament termiku wara l-ġilad (PWHT) f'forn jew lokali 450–650 °C; pezzi kbiri jistgħu jużaw tneħħija tat-tensjoni b’vibrazzjoni.
4.2 Ħossja finali
- Ikkilkel is-swar tal-ġilad minn ġdid; skwajż ultrasoniku → ilma DI → tisjir bil-ajr sħan; ikkertifikat għal ≤ 1 mg/m² ta’ organiċi residuali.

5. Verifika tal-kwalità
- Dimensjonali u viżwali: tul tal-kamera, distanza bejn il-porti, pjanità tal-flanġi ≤ 0.1 mm/100 mm.
- Vakwu: veloċità ta’ leak integrali ≤ 1 × 10⁻⁹ Pa·m³/s (jew klassi tal-klijent).
- Pump-down: laħaq l-ultimu speċifikat fi ż-żona pubblikata.
- Meħkaniku: test ta’ prova idrostatiku jew pnevmatiku f'1.3 × pressjoni tad-disinn.
6. Tmiem u tbaħħir
- Superfiċju: bil-glass-bead, polish satin jew elektropolitura (Ra ≤ 0.4 µm) biex jitnaqqas il-load tal-gass.
- Protezzjoni: film PVC + borża tal-abbhain, kaxa imwaqqfa minn ħol.
- Tħallas għall-istokk jew inkorporazzjoni diretta ma' pompas, valvuli u sorsi tal-istampa.
B'kull fasa tajba tilgħab sa l-ISO 9001 u l-EN 13980 (ATEX) fejn meħtieġ, il-kamarjeġġa jarrivaw pronti għall-kariga ta' vokuum għolja immedjatament—kullimkien fid-dinja.
 Xewk News
Xewk News2025-08-01
2025-07-24
2025-11-19
2025-12-25
2026-01-31
Kopjuri Ġewwa Wenzhou QiMing Stainless Co., Ltd. Id-Drittijiet Kollha Murżina - Politika ta’ Privatezza-Blog





