
Príručka pre medzinárodných kupujúcich v jednotlivých krokoch
1. Inžiniering a príprava
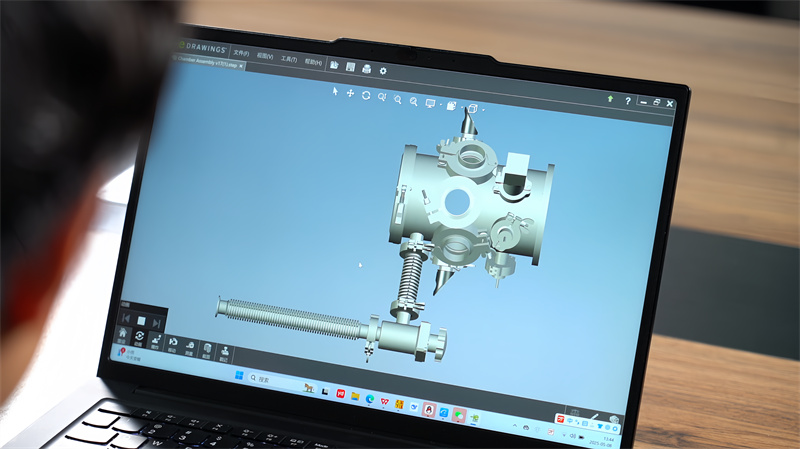
1.1 Návrhový balíček
- Geometria: určite vnútorné usporiadanie, pripojenia pre čerpadlo, manometer a výhľadové okienko, pozície elektród/cieľov.
- Vákuová špecifikácia: nastaviť maximálny tlak, rýchlosť úniku, skúšobný tlak; vyberte zodpovedajúci zliatinu, spôsob zvárania a typ tesnenia.
- Dokumentácia: detailné výkresy, všeobecné zloženie, plán postupnosti zvárania, úplná GD&T.
1.2 Materiály a spotrebný materiál
- Zliatiny: 304L/316L austenitná nehrdzavejúca oceľ (nízkouhlíková, nízke výpary); Al- alebo Ti-zliatiny na požiadanie.
- Spotrebný materiál: zhodný prívodný drôt, tesnenia pre vákuový stupeň, CF/KF komponenty.
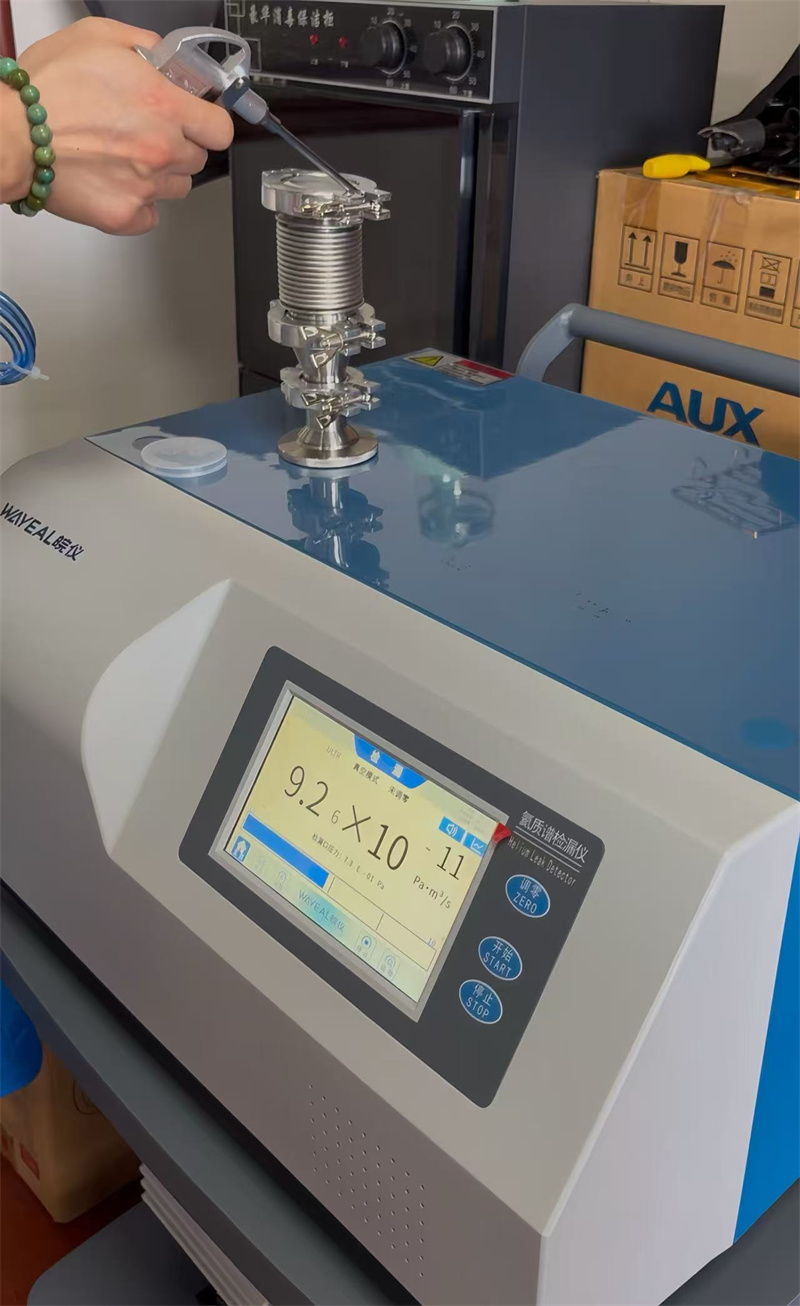
- Metrológia: héliový hmotnostný spektrometer na detekciu netesností, meradlo drsnosti povrchu, CMM.
2. Spracovanie materiálu
2.1 Predbežná úprava
- Odmašťovanie: alkalická alebo ultrazvuková kúpeľ na odstránenie valcovaných olejov.
- Čistenie a pasivácia: odstránenie oxidu/náletu, obnova chrómovej oxídovej vrstvy.
- Ochrana: rukavice alebo ochranná fólia počas obrábania.
2.2 Rezanie a tvárnenie
- Rezanie: plazmové, laserové alebo vodným lúčom.
- Valcovanie: valce na valcovacích strojoch; obdĺžnikové skrine ohýbané na líske.
- Stroj: dokončiť tesniace drážky, závitové prípojky na Ra ≤ 0,8 µm.
- Vŕtanie: okná a prípojky čerpadla vyrezané CNC; odtupiť všetky hrany.
3. Zmontovať a zvárať
3.1 Prichytiť zostavu
- Umiestniť s minimálnym počtom prichytávacích zvarov; postupnosť zvoliť tak, aby sa vyrovnalo zmrštenie.
3.2 Zváranie
- Proces: GTAW (TIG) ako štandard; elektrónový lúč pre spoje vysokej čistoty.
- Prijatie: nulová pórovitosť, úplné preniknutie, hladký vnútorný koreň zvaru; jednostranné zvary často podkladom chránené, aby dosiahli „dvojstranný“ profil.
- Kritické zvary testované na netesnosti héliom 100 % priamo na mieste.
4. Operácie po zváraní
4.1 Uvolnenie napätia
- Ohrevná pec alebo lokálna tepelná úprava 450–650 °C; pri veľkých dieloch možno použiť vibračné uvolnenie napätia.
4.2 Záverečné čistenie
- Opätovné kyselé ošetrenie zvarových zón; ultrazvukové oplachovanie → deionizovaná voda → sušenie horúcim vzduchom; certifikované na ≤ 1 mg/m² zvyškových organických látok.

5. Overenie kvality
- Rozmery a vizuálna kontrola: dĺžka komory, vzdialenosť prírubných pripojení, rovinatosť príruby ≤ 0,1 mm/100 mm.
- Vákuum: celkový objem netesnosti ≤ 1 × 10⁻⁹ Pa·m³/s (alebo podľa triedy odberateľa).
- Výkon vákuovej sústavy: dosiahnutie špecifikovanej konečnej hodnoty podľa publikovanej krivky.
- Mechanické skúšky: hydrostatický alebo pneumatický skúšobný tlak pri 1,3-násobnom prevádzkovom tlaku.
6. Dokončenie a odoslanie
- Povrch: sklenené guľky, saténový alebo elektrolytický leštený (Ra ≤ 0,4 µm) na zníženie záťaže plynom.
- Ochrana: PVC fólia + vrecko s vysúšadlom, odpružená prepravná krabica.
- Uvoľnenie do skladu alebo priame integrovanie s čerpadlami, ventilmi a zdrojmi depozície.
S každou etapou spätne sledovateľnou podľa ISO 9001 a EN 13980 (ATEX), kde je to vyžadované, naše komory doručujeme pripravené na okamžitú prevádzku vo vysokom vákuu – kdekoľvek na svete.
 Horúce novinky
Horúce novinky2025-08-01
2025-07-24
2025-11-19
2025-12-25
2026-01-31
Všetky práva vyhradené © Wenzhou QiMing Stainless Co., Ltd. - Zásady ochrany súkromia-Blog





