
Korak za korakom priročnik za mednarodne kupce
1. Inženiring in priprava
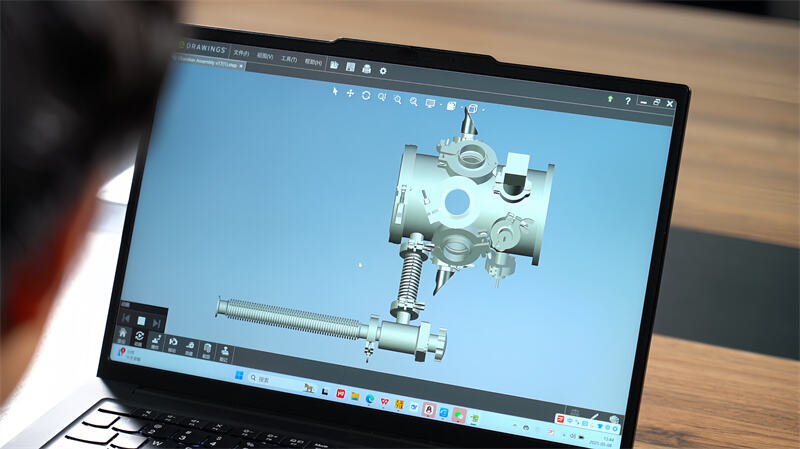
1.1 Konstrukcijski paket
- Geometrija: določitev notranje razporeditve, priključkov za črpalko, manometer in pregledno okence, položaj elektrod/tarč.
- Vakuumski standard: nastavitev končnega tlaka, stopnje uhajanja, preizkusnega tlaka; izbira zlitine, načina varjenja in vrste tesnenja glede na zahteve.
- Dokumentacija: podrobni risbi, splošni sestav, načrt zaporedja varjenja, popolna GD&T dokumentacija.
1.2 Materiali in potrošni materiali
- Zlitine: avstenitna nerjaveča jekla 304L/316L (nizkogljična, nizko izhlapevanje); Al- ali Ti-zlitine po zahtevi.
- Potrošni materiali: ustrezen dodatni žični polnilni material, tesnila za vakuumsko uporabo, CF/KF oprema.
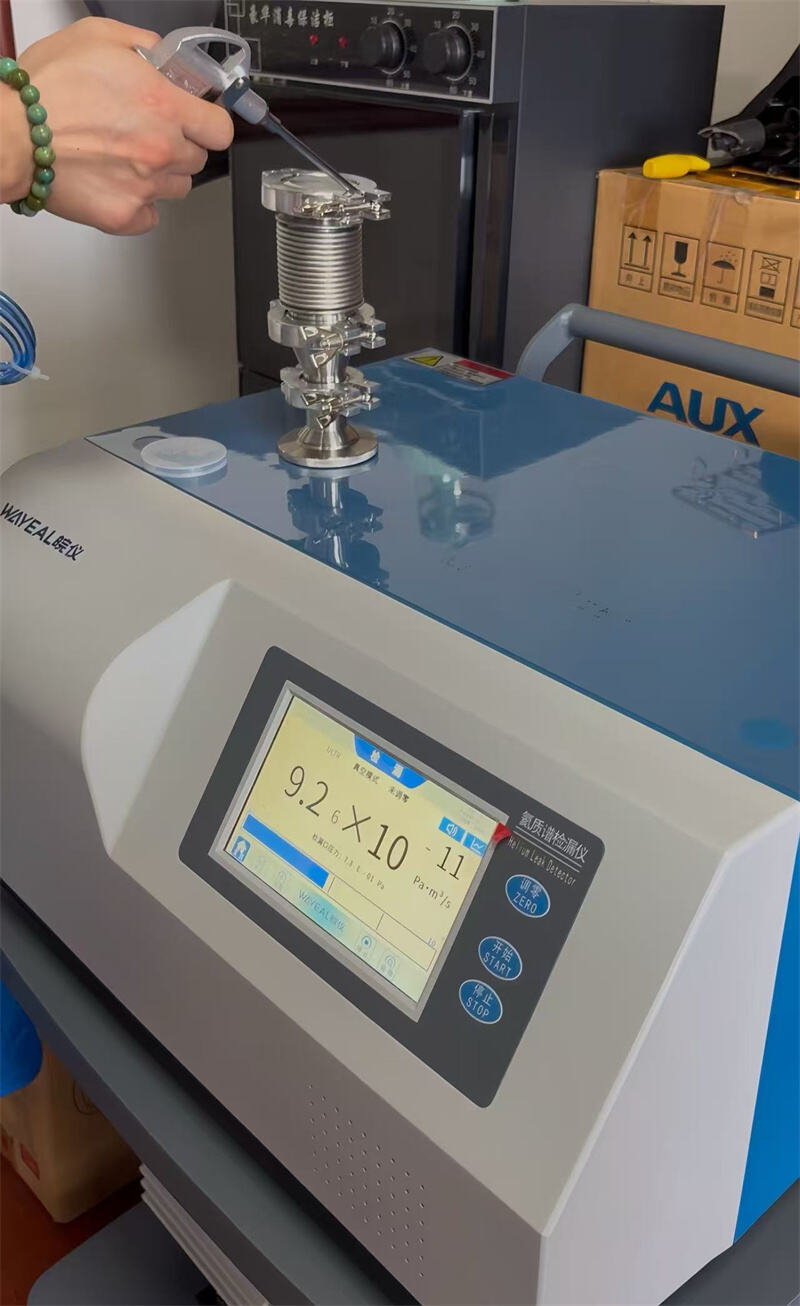
- Metrologija: detektor uhajanja z masnim spektrometrom na heliju, merilnik hrapavosti površine, CMM.
2. Obdelava materialov
2.1 Predobdelava
- Odmaščevanje: alkalna ali ultrazvočna kopel za odstranitev valjarnih olj.
- Kislenje in pasivacija: odstranitev oksidov/narepov, obnova krom-oksida filma.
- Zaščita: rokavice ali zaščitna folija med obdelavo.
2.2 Rezanje in oblikovanje
- Rezanje: plazma, laser ali vodni curek.
- Valjanje: valjasti deli na ploščatih valjih; pravokotni ohišji oblikovani na lomilnem orodju.
- Stroj: dokončni tesnitveni žlebovi, navojna priključka do Ra ≤ 0,8 µm.
- Izdelava lukenj: CNC-rezanje oken, črpalkovih priključkov; prelom vseh robov.
3. Sestava in varjenje
3.1 Začasna sestava
- Položite z minimalnimi začasnimi zavari; zaporedje izbrano tako, da uravnovesi krčenje.
3.2 Varjenje
- Postopek: GTAW (TIG) kot privzeto; elektronski žarek za spoje visoke čistosti.
- Sprejemljivost: nič poroznosti, popoln prevar, gladka notranja nit; enostranski zavari so pogosto zaščiteni od zadaj za profil »dvostranskega« zvara.
- Kritični šivi se testirajo na uhajanje helija 100 % na mestu.
4. Operacije po varjenju
4.1 Odprava napetosti
- Peč ali lokalno obdelava z žarom 450–650 °C; za večje dele je mogoče uporabiti vibracijsko odpravo napetosti.
4.2 Končno čiščenje
- Ponovno kislenje varilnih zon; ultrazvojno izpiranje → DI voda → sušenje z vročim zrakom; certificirano do ≤ 1 mg/m² ostankov organskih snovi.

5. Preverjanje kakovosti
- Dimenzionalno in vizualno: dolžina komore, razmik priključkov, ravnotežje flanša ≤ 0,1 mm/100 mm.
- Vakuum: integralna stopnja puščanja ≤ 1 × 10⁻⁹ Pa·m³/s (ali razred stranke).
- Črpanje: dosegne določeni končni vakuum v skladu z objavljeno krivuljo.
- Mehansko: hidrostatični ali pnevmatski preskus z 1,3 × konstrukcijskim tlakom.
6. Dokončanje in pošiljanje
- Površina: steklena kroglica, satensko poliranje ali elektropoliranje (Ra ≤ 0,4 µm) za zmanjšanje obremenitve s plini.
- Zaščita: PVC folija + vrečka s sušilnim sredstvom, udarno zaščiteni leseni sklad.
- Sprostitev na zaloge ali neposredna integracija s črpalkami, ventili in napravami za nanašanje.
Z vsakim korakom sledljivosti do ISO 9001 in EN 13980 (ATEX), kadar je to potrebno, naši komori prispejo pripravljene za takojšnjo uporabo v visoki vakuumi – kjerkoli po svetu.
 Tople novice
Tople novice2025-08-01
2025-07-24
2025-11-19
2025-12-25
2026-01-31
Avtorske pravice © Wenzhou QiMing Stainless Co., Ltd. Vse pravice pridržane - Politika zasebnosti-Blog





