
Askel askeleelta -oppaaseuranta kansainvälisille ostajille
1. Suunnittelu ja valmistautuminen
1.1 Suunnittelupaketti
- Geometria: määritä sisäinen asettelu, pumppu-, anturi- ja tarkkailuikkunaportit, elektrodi/kohteen sijainnit.
- Tyhjiöspesifikaatio: aseta lopullinen paine, vuotoprosentti, koe-paine; valitse seos, hitsausmenetelmä, tiivistyksen tyyppi sen mukaan.
- Dokumentaatio: yksityiskohtaiset piirustukset, yleiskokoonpano, hitsaussarjana, täysi GD&T.
1.2 Materiaalit ja kulutustarvikkeet
- Seokset: 304L/316L austeniittista ruostumatonta terästä (matalahiilistä, matalan kaasunmuodostuksen omaavaa); Al- tai Ti-seokset tarpeen mukaan.
- Kulutustarvikkeet: sopusointinen täyttömetallilanka, vaakapaineluokan tiivisteet, CF/KF-kokoonpanot.
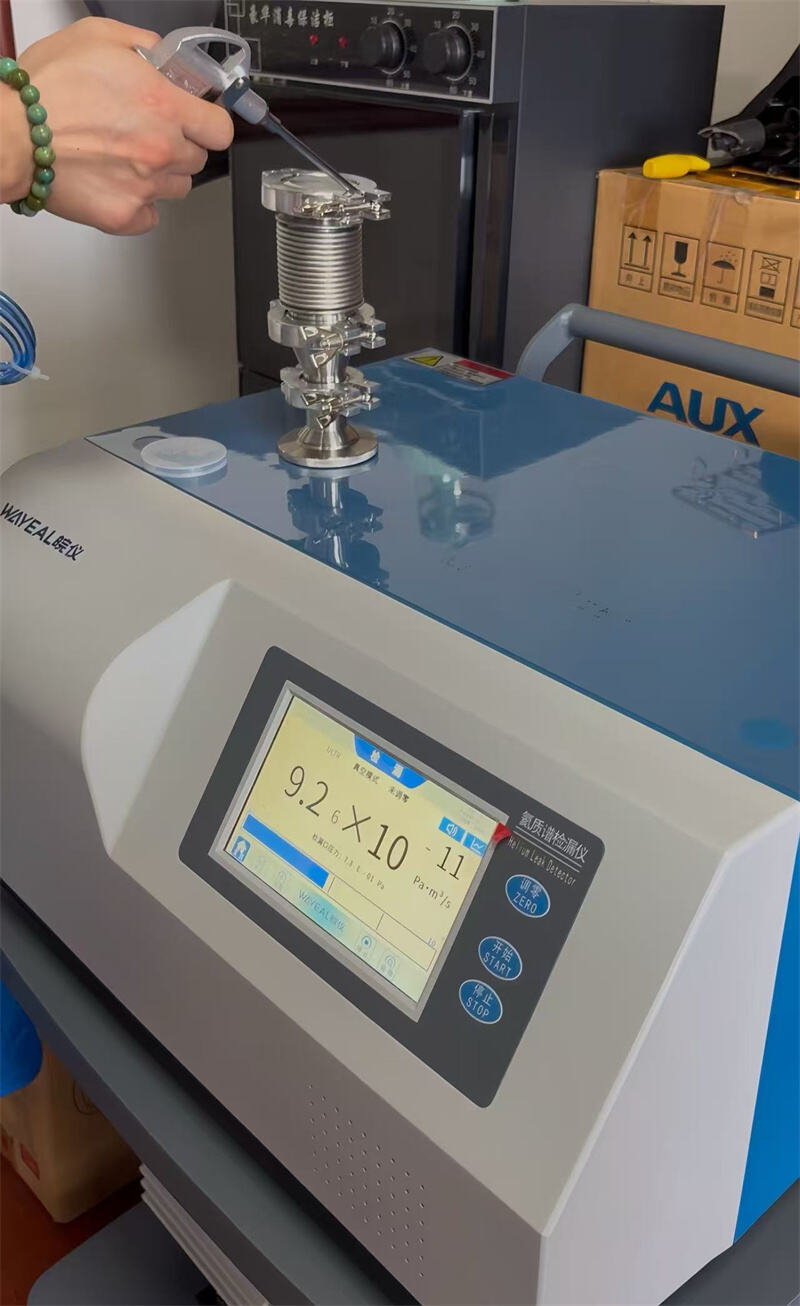
- Mittaustekniikka: heliummassaspektrometrinen vuotoilmaisin, pinnankarheusmittari, koordinaattimittauslaite.
2. Materiaalien käsittely
2.1 Esikäsittely
- Rasvanpoisto: emäliuoksesta tai ultraäänihauteesta poistetaan valssausöljyt.
- Happojuokse ja passivointi: hapotus poistaa hapetusepäpuhtaudet/muokkautumishionnan, kromioksidikalvo palautetaan.
- Suojaus: käsineet tai irrotettava kalvo koneistuksen aikana.
2.2 Leikkaus ja muovaus
- Leikkaus: plasmaleikkaus, laserleikkaus tai vesileikkaus.
- Valssaus: sylinterit levyvalssauskoneilla; suorakulmaiset kotelot taivutuslevyllä muotoilu.
- Kone: viimeistelytiivistysura, kierteitetyt liittimet pinnankarkeuteen Ra ≤ 0,8 µm.
- Reikien tekeminen: CNC-veistetyt ikkunat, pumppuliittimet; katkaista kaikki reunat.
3. Sovitus ja hitsaus
3.1 Esihitsaus
- Sijoita mahdollisimman vähillä esihitsauksilla; järjestys valitaan tasapainottamaan kutistumista.
3.2 Hitsaus
- Menetelmä: GTAW (TIG) oletuksena; elektronisuihku korkean puhtauden liitoksille.
- Hyväksyntä: nollapohjaisuus, täysi läpäisy, sileä sisäpuolinen sauma; yksipuolisia hitsauksia suojataan usein takapuolelta saadakseen ”kaksipuolinen” profiili.
- Kriittiset saumat testataan 100 % heliumitiiviystestillä paikan päällä.
4. Jälkikäsittelytoimenpiteet
4.1 Jännitysten poisto
- Uunissa tai paikallisesti, lämpötilassa 450–650 °C; suuria osia voidaan käsitellä myös värähtelyjännitysten poistolla.
4.2 Lopullinen puhdistus
- Uudelleenhapotus hitsausalueille; ultraäänipesu → deionisoitu vesi → kuuma-ilmasuihku; sertifioitu jäljellä olevien orgaanisten aineiden määräksi ≤ 1 mg/m².

5. Laadun varmistus
- Mitta- ja visuaalitarkastus: kammion pituus, liitäntävälien etäisyys, laippojen tasomaisuus ≤ 0,1 mm/100 mm.
- Tyhjiö: sisäinen vuotovirta ≤ 1 × 10⁻⁹ Pa·m³/s (tai asiakkaan luokan mukaan).
- Pumpattu alipaineeseen: saavutetaan määritetty lopullinen paine julkaistun käyrän mukaisesti.
- Mekaaninen: hydrostaattinen tai pneumaattinen koeputkistopaine 1,3 × mitoituspaine.
6. Viimeistely ja toimitus
- Pinta: lasihiutale, satiinipintainen tai sähkökiillotettu (Ra ≤ 0,4 µm) kaasukuorman vähentämiseksi.
- Suojaus: PVC-kalvo + kuiva-aine pussi, iskueristävä kasa.
- Vapautus varastoon tai suora integraatio pumppujen, venttiilien ja pinnoituslähteiden kanssa.
Jokaisen vaiheen kautta ISO 9001 ja EN 13980 (ATEX) -standardien mukaisesti tarvittaessa, kammioitamme ovat valmiina heti käytettäväksi korkean tyhjiön tehtäviin – missä tahansa maailmanlaajuisesti.
 Uutiset
Uutiset2025-08-01
2025-07-24
2025-11-19
2025-12-25
2026-01-31
Tekijänoikeus © Wenzhou QiMing Stainless Co., Ltd. Kaikki oikeudet pidätetään - Tietosuojakäytäntö-Blogi





