
Una guía paso a paso para compradores internacionales
1. Ingeniería y Preparación
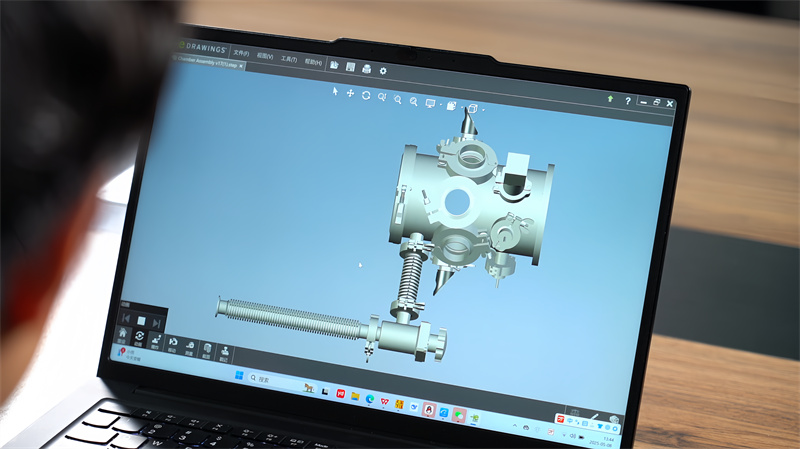
1.1 Paquete de diseño
- Geometría: definir la disposición interna, las bocas para bombas, medidores y ventanas ópticas, posiciones de electrodos/objetivos.
- Especificación de vacío: establecer presión final, tasa de fuga, presión de prueba; elegir aleación, método de soldadura y tipo de sellado en consecuencia.
- Documentación: planos detallados, ensamblaje general, plan de secuencia de soldadura, GD&T completo.
1.2 Materiales y consumibles
- Aleaciones: acero inoxidable austenítico 304L/316L (bajo contenido de carbono, baja emisión de gases); aleaciones de Al o Ti bajo pedido.
- Consumibles: alambre de aporte compatible, juntas de calidad para vacío, accesorios CF/KF.
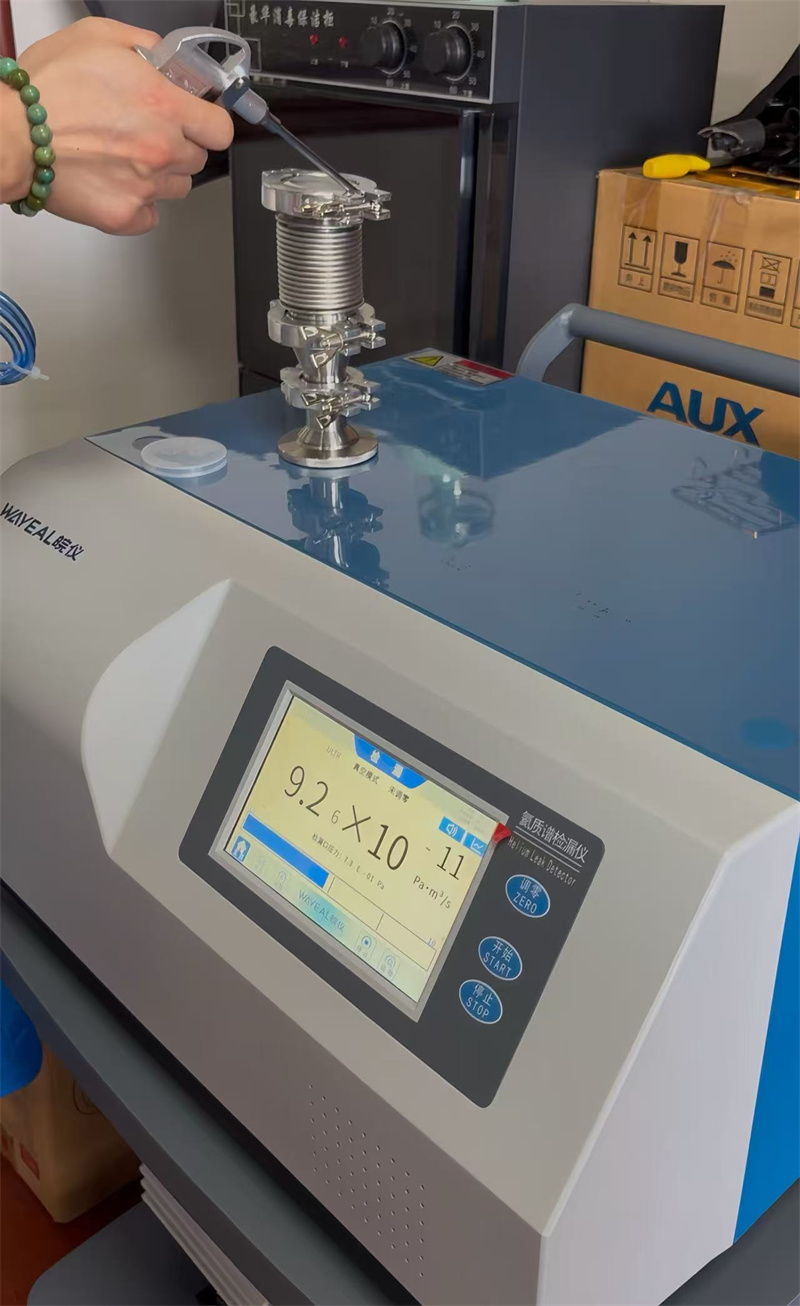
- Metrología: detector de fugas por espectrómetro de masas de helio, medidor de rugosidad superficial, máquina de medición por coordenadas (CMM).
2. Procesamiento de materiales
2.1 Pretratamiento
- Desengrase: baño alcalino o ultrasónico para eliminar aceites de laminación.
- Decapado y pasivación: eliminar óxido/escama, restaurar la película de óxido de cromo.
- Protección: guantes o película desmontable durante el mecanizado.
2.2 Corte y conformado
- Corte: plasma, láser o chorro de agua.
- Laminado: cilindros en laminadoras de placas; carcasas rectangulares formadas con plegadora.
- Mecanizado: acabado de ranuras de sellado, puertos roscados hasta Ra ≤ 0,8 µm.
- Perforación: ventanas mecanizadas CNC, puertos de bomba; romper todos los bordes.
3. Ajuste y soldadura
3.1 Ensamble de puntos de soldadura
- Ubicar con puntos de soldadura mínimos; secuencia elegida para equilibrar la contracción.
3.2 Soldadura
- Proceso: GTAW (TIG) por defecto; haz de electrones para uniones de alta pureza.
- Aceptación: cero porosidad, penetración completa, cordón interior liso; soldaduras de un solo lado suelen estar protegidas por el dorso para perfil de "doble lado".
- Costuras críticas probadas al 100 % con helio en sitio.
4. Operaciones posteriores a la soldadura
4.1 Alivio de tensiones
- Horno o PWHT local a 450–650 °C; para piezas grandes se puede utilizar alivio de tensiones por vibración.
4.2 Limpieza final
- Repicado de zonas soldadas; enjuague ultrasónico → agua desionizada → secado con aire caliente; certificado con ≤ 1 mg/m² de residuos orgánicos.

5. Verificación de calidad
- Dimensional y visual: longitud de la cámara, espaciado de puertos, planitud de bridas ≤ 0,1 mm/100 mm.
- Vacío: tasa de fuga integral ≤ 1 × 10⁻⁹ Pa·m³/s (o según clase del cliente).
- Reducción de presión: alcanzar el valor límite especificado dentro de la curva publicada.
- Mecánico: prueba hidrostática o neumática de resistencia a 1,3 × la presión de diseño.
6. Acabado y envío
- Superficie: granallado con vidrio, acabado satinado o electropulido (Ra ≤ 0,4 µm) para reducir la carga gaseosa.
- Protección: película de PVC + bolsa desecante, caja con amortiguación de impactos.
- Liberación a almacén o integración directa con bombas, válvulas y fuentes de deposición.
Con cada etapa rastreable según ISO 9001 y EN 13980 (ATEX) cuando sea necesario, nuestras cámaras llegan listas para funcionar inmediatamente en alto vacío, en cualquier parte del mundo.
 Noticias de actualidad
Noticias de actualidad2025-08-01
2025-07-24
2025-11-19
2025-12-25
2026-01-31
Derechos de autor © Wenzhou QiMing Stainless Co., Ltd. Todos los derechos reservados - Política de privacidad-Blog





