
Przewodnik krok po kroku dla międzynarodowych kupujących
1. Projektowanie i przygotowanie
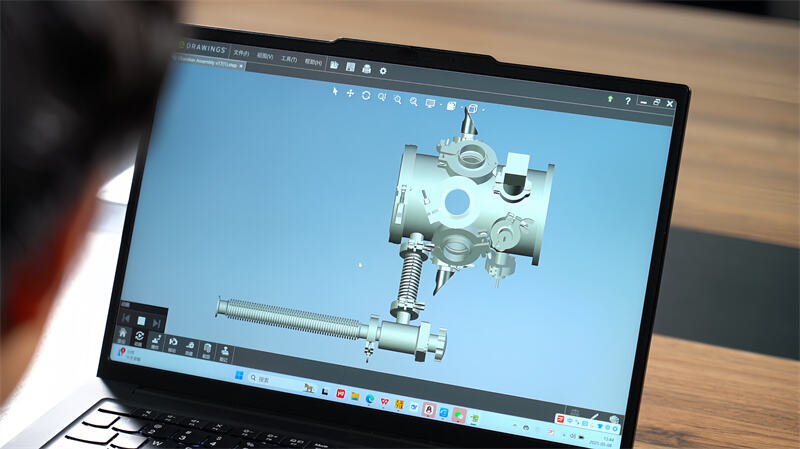
1.1 Pakiet projektowy
- Geometria: określenie układu wewnętrznego, miejsc pod pompę, manometr i okienka obserwacyjne, pozycji elektrod/celi
- Specyfikacja próżniowa: ustalenie ciśnienia końcowego, szybkości nieszczelności, ciśnienia próbne; dobór stopu, metody spawania i typu uszczelnienia zgodnie z wymaganiami
- Dokumentacja: szczegółowe rysunki, rysunek zestawieniowy, plan kolejności spawania, pełna specyfikacja GD&T
1.2 Materiały i materiały eksploatacyjne
- Stopy: stal nierdzewna austenityczna 304L/316L (niskowęglowa, o niskim wydzielaniu gazów); stopy Al lub Ti na żądanie
- Materiały eksploatacyjne: drut spawalniczy dobrane do stopu, uszczelki próżniowe, elementy CF/KF
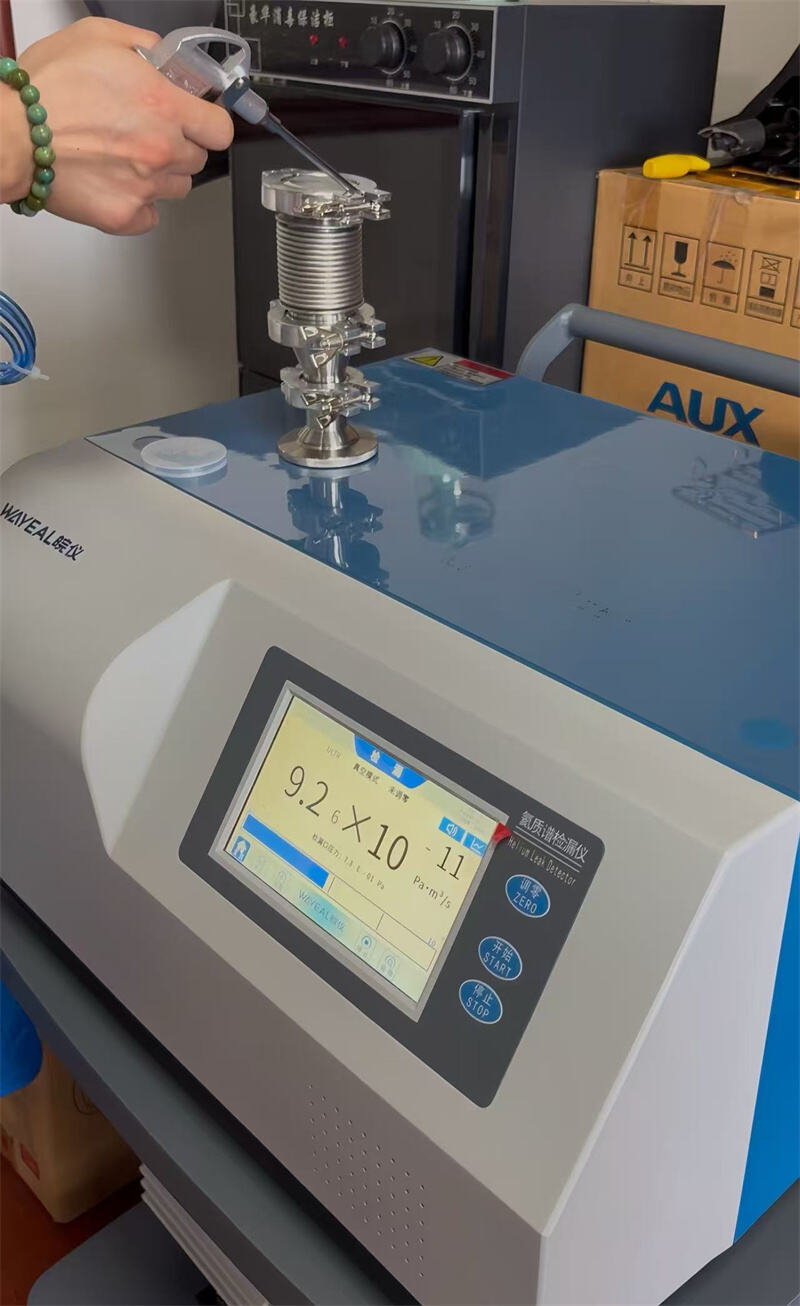
- Metrologia: detektor wycieków z użyciem spektrometru masowego helu, czujnik chropowatości powierzchni, CMM.
2. Przetwarzanie materiałów
2.1 Przygotowanie wstępnego
- Odżyrzanie: kąpiel alkaliczna lub ultradźwiękowa w celu usunięcia olejów tłocznych.
- Trawienie i pasywacja: usuwanie tlenków/łupieżu, przywracanie warstwy tlenku chromu.
- Ochrona: rękawice lub folia ochronna podczas obróbki skrawaniem.
2.2 Cięcie i kształtowanie
- Cięcie: plazmowe, laserowe lub strumieniem wody.
- Walcowanie: cylindry na walcach płytowych; prostokątne obudowy gięte na giętarce.
- Obróbka: wykończenie rowków uszczelniających, gwintów do chropowatości Ra ≤ 0,8 µm.
- Wytwarzanie otworów: okna i porty pompowe wykrawane CNC; załamanie wszystkich krawędzi.
3. Montaż i spawanie
3.1 Spawanie docelowe
- Umocowanie przy minimalnej liczbie docelowych nacięć spawanych; kolejność dobrane tak, aby zrównoważyć kurczenie się materiału.
3.2 Spawanie
- Proces: GTAW (TIG) jako domyślny; wiązka elektronowa dla połączeń o wysokiej czystości.
- Akceptacja: brak porowatości, pełne przetopienie, gładki szw wewnętrzny; jednostronne spoiny często osłaniane od tyłu, aby uzyskać profil „dwustronny”.
- Krytyczne szwy testowane pod kątem wycieków helu w 100% bezpośrednio na miejscu.
4. Operacje popospawalnicze
4.1 Usuwanie naprężeń
- Pieceń lub lokalne HTW 450–650 °C; duże elementy mogą być poddawane relaksacji naprężeń wibracyjnych.
4.2 Oczyszczenie końcowe
- Ponowne kwasowanie stref spawalniczych; płukanie ultradźwiękowe → woda dejonizowana → suszenie strumieniem gorącego powietrza; certyfikowane do ≤ 1 mg/m² pozostałości organicznych.

5. Weryfikacja jakości
- Wymiarowa i wizualna: długość komory, odległość między kołnierzami, płaskość kołnierzy ≤ 0,1 mm/100 mm.
- Próżnia: całkowita szybkość nieszczelności ≤ 1 × 10⁻⁹ Pa·m³/s (lub zgodnie z klasą klienta).
- Pompa próżniowa: osiągnięcie określonego ciśnienia końcowego zgodnie z publikowaną krzywą.
- Mechaniczna: próbna próba hydrauliczna lub pneumatyczna przy 1,3 × ciśnieniu roboczym.
6. Wykończenie i wysyłka
- Powierzchnia: piaskowanie szklanym piaskiem, wykończenie matowe lub elektropolerowane (Ra ≤ 0,4 µm) w celu zmniejszenia obciążenia gazowego.
- Ochrona: folia PVC + worek z środek wiązującym wilgoć, skrzynia odporna na wstrząsy.
- Zwolnienie do magazynu lub bezpośrednia integracja z pompami, zaworami i źródłami osadzania.
Każdy etap produkcji jest śledzalny zgodnie z ISO 9001 oraz EN 13980 (ATEX) tam, gdzie jest to wymagane; nasze komory docierają gotowe do natychmiastowej pracy w warunkach wysokiej próżni – w dowolnym miejscu na świecie.
 Gorące wiadomości
Gorące wiadomości2025-08-01
2025-07-24
2025-11-19
2025-12-25
2026-01-31
Prawa autorskie © Wenzhou QiMing Stainless Co., Ltd. Wszelkie prawa zastrzeżone - Polityka prywatności-Blog





