
En steg-för-steg-guide för internationella köpare
1. Konstruktion & Förberedelse
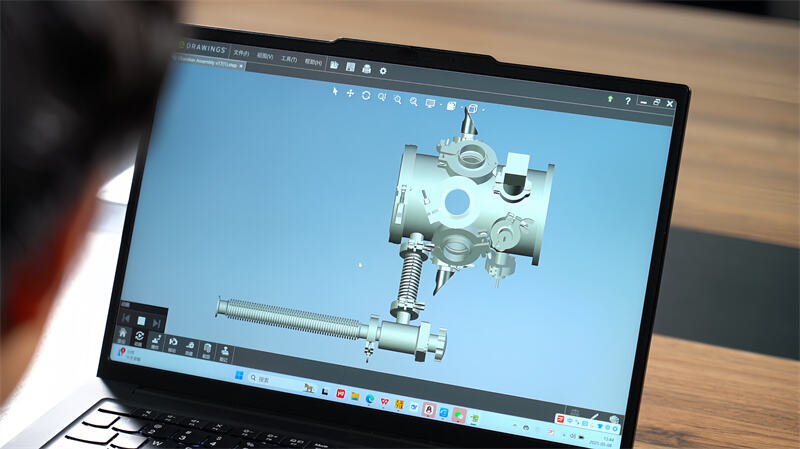
1.1 Designpaket
- Geometri: definiera inre layout, pump, tryckmätare och observationsfönster, elektrod/målpositioner.
- Vakuum spec: sätt maximalt tryck, läckagehastighet, provtryck; välj legering, svetsmetod, tätningstyp därefter.
- Dokumentation: detaljritningar, generell montering, svetsserier, full GD&T.
1.2 Material & förbrukningsvaror
- Legeringar: 304L/316L austenitisk rostfri stål (låg kolhalt, låg avgasning); Al- eller Ti-legeringar på begäran.
- Förbrukningsvaror: matchande tillsatssträng, vakuumklassade tätningsringar, CF/KF-hårdvara.
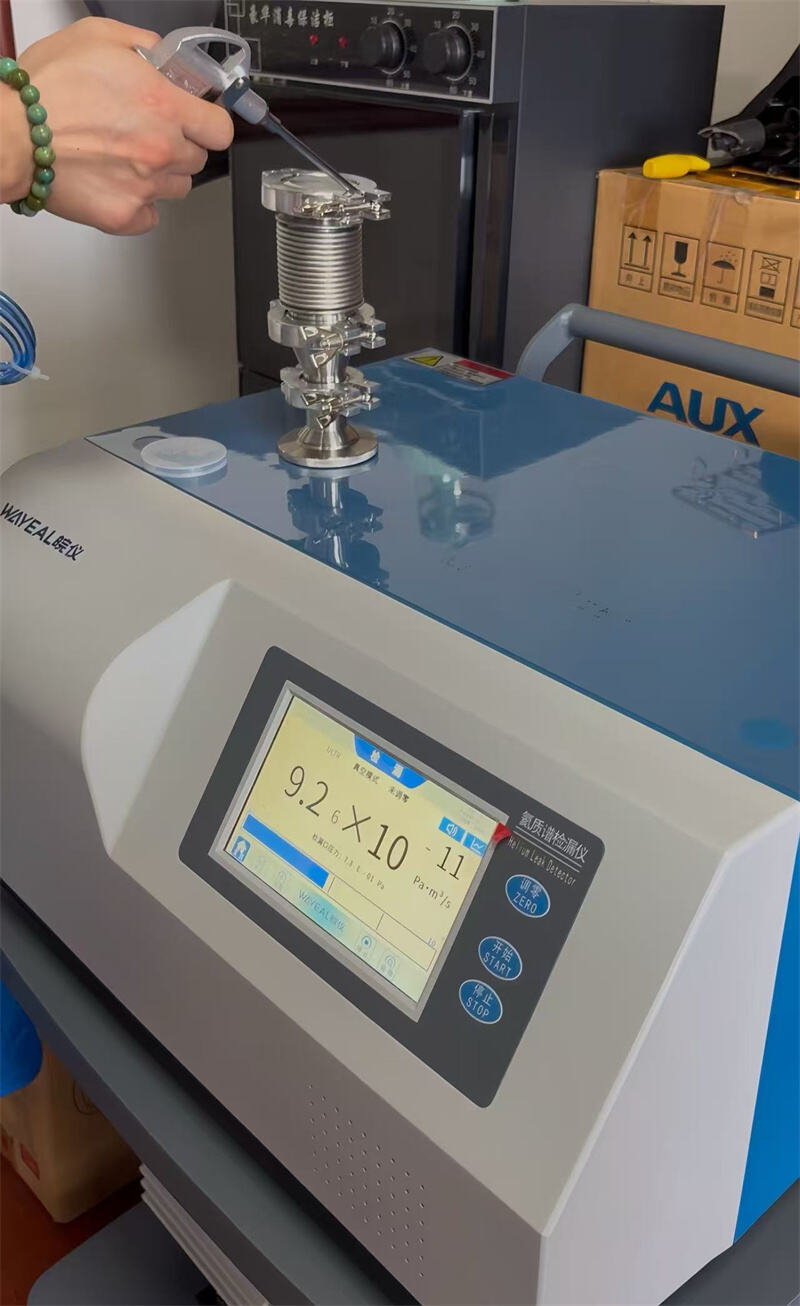
- Metrologi: heliummasspektrometerläckdetektor, ytjämnhetstester, koordinatmätmaskin.
2. Materialbearbetning
2.1 Förbehandling
- Avfettningsmedel: basiskok eller ultraljudsbad för att ta bort rullningsoljor.
- Syraätchning och passivering: avlägsna oxid/skala, återställ Cr-oxidfilm.
- Skydd: handskar eller avskalningsfilm under bearbetning.
2.2 Skärning och formning
- Skärning: plasmaskärning, laserskärning eller vattenstråleskärning.
- Rullning: cylindrar på plåtrullar; rektangulära skal böjformade.
- Maskin: avsluta tätningsfåror, gängade anslutningar till Ra ≤ 0,8 µm.
- Hålstansning: CNC-skurna fönster, pumpanslutningar; avkanta alla kanter.
3. Montering & svetsning
3.1 Punktsvetsning
- Placera med minimala punktsvetsar; sekvens vald för att balansera krympning.
3.2 Svetsning
- Process: GTAW (TIG) som standard; elektronstrålesvetsning för högrena fogar.
- Godkännande: nollporositet, full penetration, slät inre svetsfog; enkel-sidiga svetsar skyddas ofta bakifrån för att få en "dubbel-sidig" profil.
- Kritiska sömmar 100 % He-läcktestade på plats.
4. Eftersvetsoperationer
4.1 Spänningsavlastning
- Ugns- eller lokal värmebehandling (PWHT) 450–650 °C; stora delar kan använda vibrerande spänningsavlastning.
4.2 Slutlig rengöring
- Avjäsning av svetsområden; ultraljudsrengöring → DI-vatten → torkning med varm luft; certifierad till ≤ 1 mg/m² återstående organiska ämnen.

5. Kvalitetsverifiering
- Dimensionell och visuell kontroll: kammarens längd, portavstånd, flänsplanhet ≤ 0,1 mm/100 mm.
- Vakuum: integrerad läckhastighet ≤ 1 × 10⁻⁹ Pa·m³/s (eller enligt kundens klass).
- Pumpning: uppnå specificerat sluttryck inom publicerad kurva.
- Mekanisk: hydrostatisk eller pneumatisk provtryckning vid 1,3 × konstruktionstryck.
6. Färdigställande och leverans
- Yta: glaskulor, satinerad polering eller elektropolering (Ra ≤ 0,4 µm) för att minska gasbelastning.
- Skydd: PVC-film + fuktpåslukande påse, chockdämpad kista.
- Leverans till lager eller direkt integration med pumpar, ventiler och avsättningskällor.
Med varje steg spårbar till ISO 9001 och EN 13980 (ATEX) där det krävs anländer våra kammare redo för omedelbar högvakuumdrift – var som helst i världen.
 Senaste nyheterna
Senaste nyheterna2025-08-01
2025-07-24
2025-11-19
2025-12-25
2026-01-31
Copyright © Wenzhou QiMing Rosträst Co., Ltd. All Rights Reserved - Integritetspolicy-Blogg





