
Uluslararası alıcılar için adım adım bir giriş
1. Mühendislik ve Hazırlık
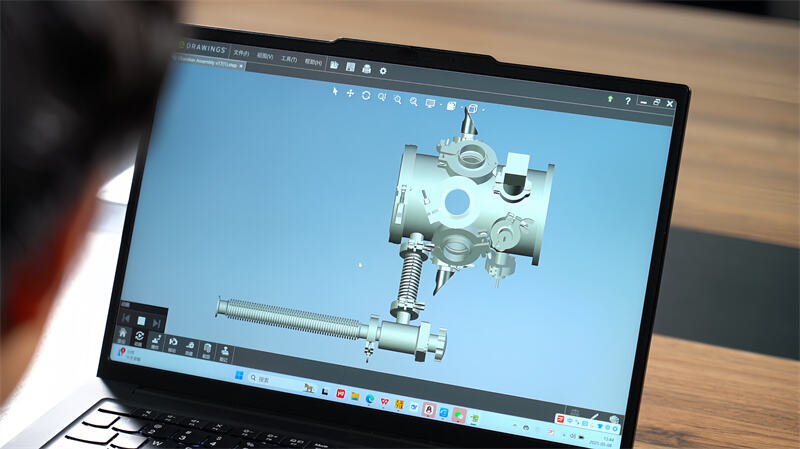
1.1 Tasarım paketi
- Geometri: iç düzeni, pompa, ölçüm cihazı ve gözlem penceresi bağlantı noktalarını, elektrot/hedef konumlarını belirleyin.
- Vakum spesifikasyonu: son basınç, sızma oranı, test basıncı değerlerini belirleyin; buna göre alaşım, kaynak yöntemi ve conta tipini seçin.
- Dokümantasyon: detay çizimler, genel montaj, kaynak sırası planı, tam GD&T.
1.2 Malzemeler ve sarf malzemeler
- Alaşımlar: 304L/316L östenitli paslanmaz çelik (düşük karbonlu, düşük gaz çıkışı); isteğe bağlı olarak Al- veya Ti-alaşımlar.
- Sarf Malzemeler: eşleşen dolgu teli, vakum sınıfı contalar, CF/KF donanımlar.
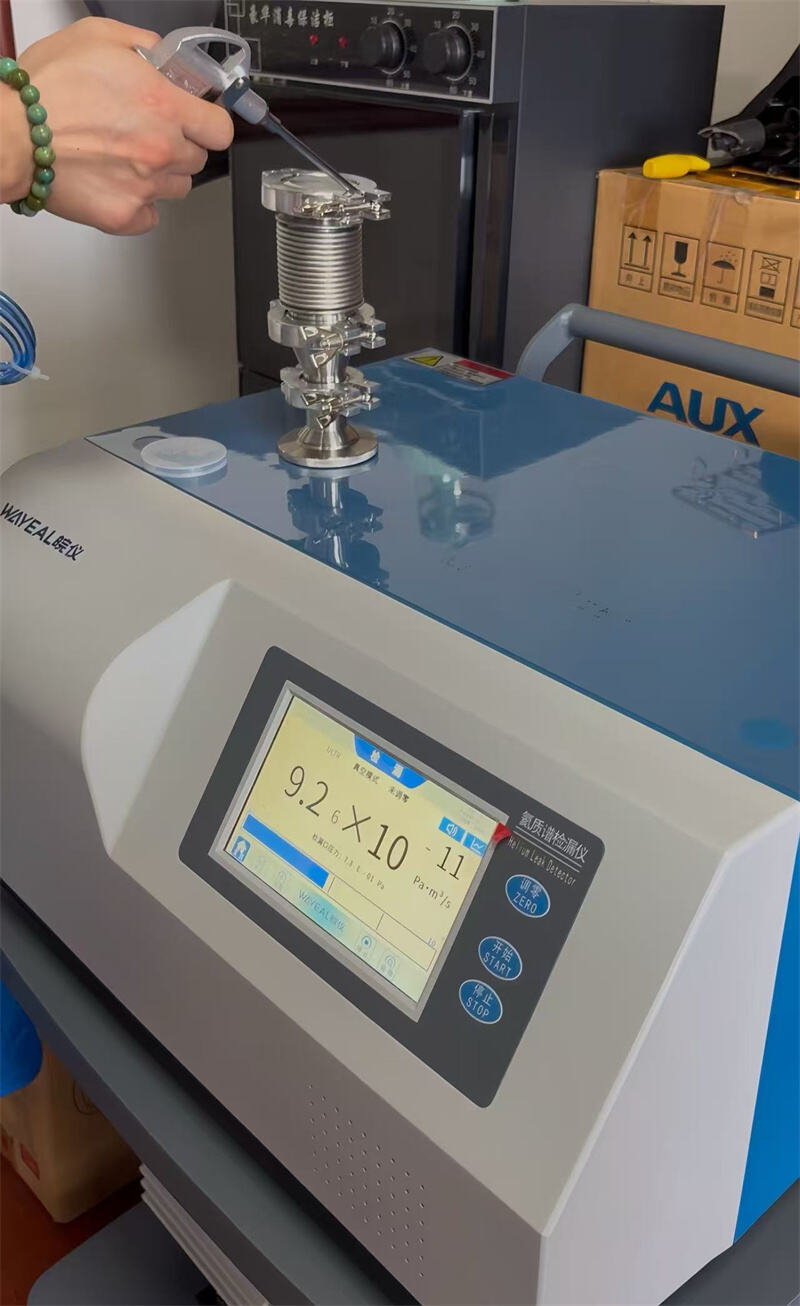
- Metroloji: helyum kütle spektrometreli sızdırmazlık dedektörü, yüzey pürüzlülük ölçer, CMM.
2. Malzeme İşleme
2.1 Ön İşlem
- Yağ Giderme: yuvarlatma yağlarını uzaklaştırmak için alkali veya ultrasonik banyo.
- Asitle Yıkama ve Pasifleştirme: oksit/kabarıklığı uzaklaştır, Cr-oksit filmini geri yükle.
- Koruma: işleme sırasında eldiven veya soyulabilir film.
2.2 Kesme ve Şekillendirme
- Kesme: plazma, lazer veya su jeti ile.
- Silindirler: plaka silindirlerinde silindirler; dikdörtgen gövdeli parçalar bükme makinesiyle şekillendirilmiştir.
- Makine: contalı oluklar, Ra ≤ 0,8 µm'ye kadar işlenmiş dişli bağlantı noktaları.
- Delik açma: CNC ile kesilmiş pencereler, pompa bağlantı noktaları; tüm kenarlar kırılmıştır.
3. Montaj ve kaynak
3.1 Geçici montaj
- Minimum sayıda geçici kaynakla yerleştirin; büzülmenin dengelenmesi için uygun sıralama seçilir.
3.2 Kaynak
- Proses: Varsayılan olarak GTAW (TIG); yüksek saflıklı birleşimler için elektron ışını kaynak yöntemi.
- Kabul kriterleri: gözeneksizlik, tam penetrasyon, düzgün iç dikiş; tek taraflı kaynaklar genellikle çift taraflı görünüm elde etmek için arka taraf korumalı yapılır.
- Kritik dikişler, yerinde %100 helyum kaçak testinden geçirilir.
4. Kaynak sonrası işlemler
4.1 Gerilme giderme
- Fırın veya lokal PWHT 450–650 °C; büyük parçalar titreşimli gerilme giderme yöntemini kullanabilir.
4.2 Nihai temizlik
- Kaynak bölgelerinin yeniden asitle temizlenmesi; ultrasonik durulama → DI suyu → sıcak hava ile kurutma; ≤ 1 mg/m² artıklık organik maddeler için sertifikalı.

5. Kalite doğrulama
- Boyutsal ve görsel: odanın uzunluğu, port aralığı, flanş düzlemsellik ≤ 0,1 mm/100 mm.
- Vakum: integral kaçak oranı ≤ 1 × 10⁻⁹ Pa·m³/s (veya müşteri sınıfı).
- Pompa basıncı: yayınlanmış eğri içinde belirtilen nihai değere ulaşılması.
- Mekanik: hidrostatik veya pnömatik dayanım testi tasarım basıncının 1,3 katında.
6. Son İşlem ve Sevkiyat
- Yüzey: gaz yükünü azaltmak için cam boncuk, mat parlatma veya elektropolish (Ra ≤ 0,4 µm).
- Koruma: PVC film + nem emici poşet, darbeye dayanıklı koli.
- Stok için serbest bırakma veya doğrudan pompalar, vanalar ve kaplama kaynaklarıyla entegrasyon.
Her aşaması gerekli olduğunda ISO 9001 ve EN 13980 (ATEX)'e kadar izlenebilen odalarımız, dünya genelinde anında yüksek vakum görevi için teslim edilir.
 Son Haberler
Son Haberler2025-08-01
2025-07-24
2025-11-19
2025-12-25
2026-01-31
Telif Hakkı © Wenzhou QiMing Paslanmaz Çelik A.Ş. Tüm Hakları Saklıdır - Gizlilik politikası-Blog





