
Een stapsgewijze introductie voor internationale kopers
1. Engineering & Voorbereiding
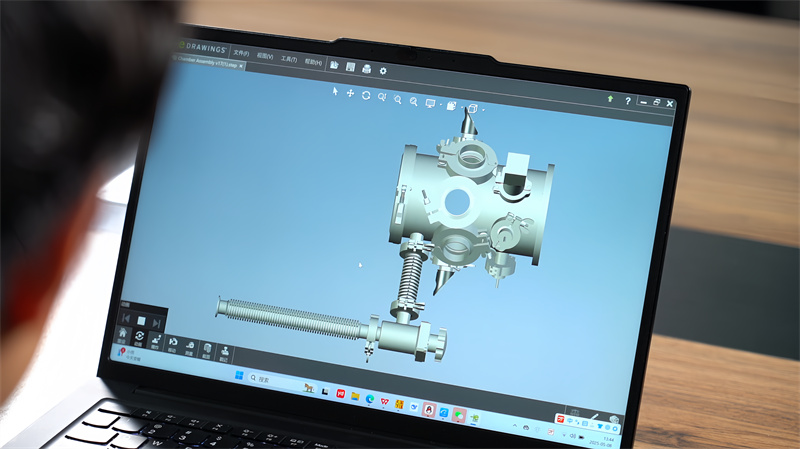
1.1 Ontwerppakket
- Geometrie: definieer interne lay-out, pompen-, meet- en viewportaansluitingen, positie van elektroden/doelen.
- Vacuüm specificatie: stel uiteindelijke druk, lekrate en testdruk in; kies hiermee overeenkomstig de legering, lasmethode en afdichttype.
- Documentatie: gedetailleerde tekeningen, algemene montage, lassvolgordeplan, volledige GD&T.
1.2 Materialen & verbruiksgoederen
- Legeringen: 304L/316L austenitisch roestvrij staal (laag koolstof, laag uitgassen); op aanvraag Al- of Ti-legeringen.
- Verbruiksgoederen: passende toevoegdraad, vacuümklasse afdichtingen, CF/KF bevestigingsmaterialen.
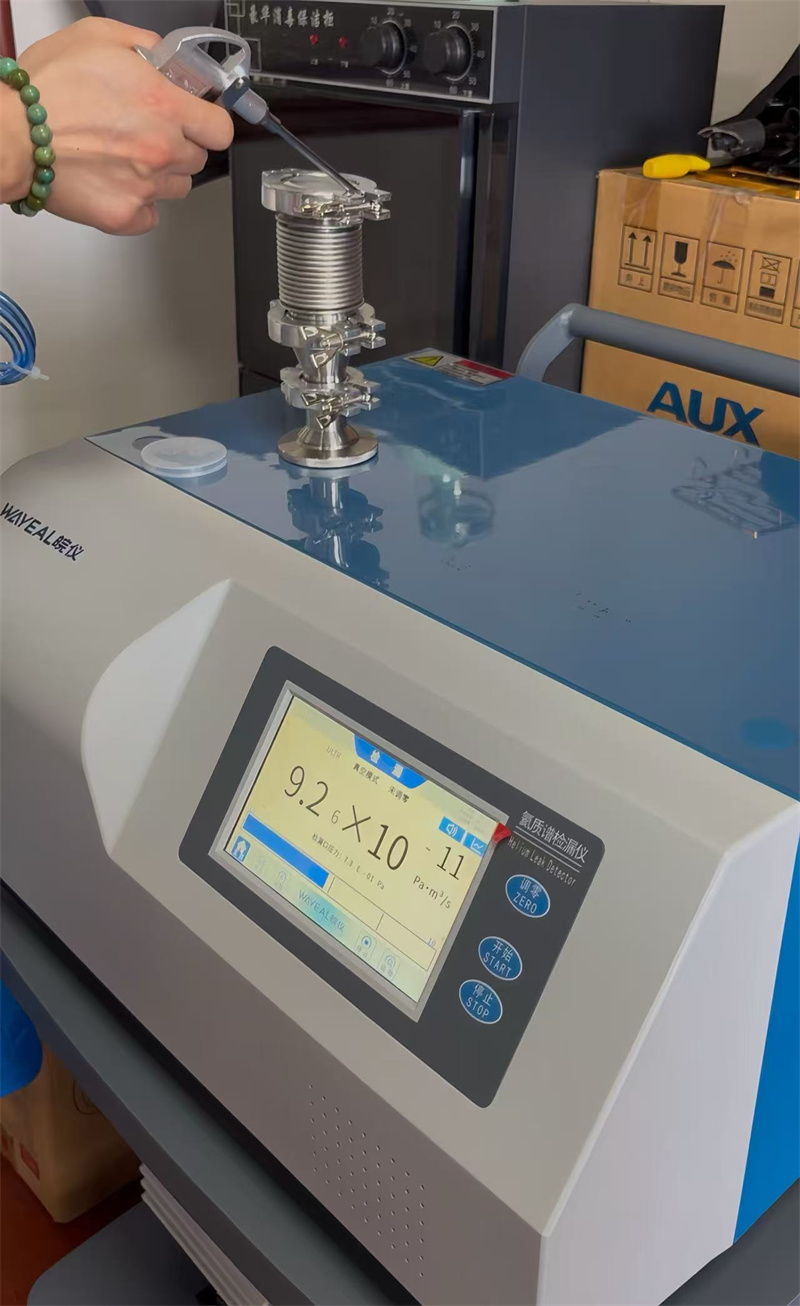
- Metrologie: helium massaspectrometer lekdetectieapparaat, oppervlakteruwheidsmeter, CMM.
2. Materiaalbewerking
2.1 Voorbehandeling
- Ontvetten: alkalisch of ultrasone bad om walsoliën te verwijderen.
- Zuren en passiveren: oxide/schaal verwijderen, Cr-oxidefilm herstellen.
- Bescherming: handschoenen of afplakfolie tijdens machinale bewerking.
2.2 Snijden en vormgeven
- Snijden: plasma, laser of waterstraal.
- Walsen: cilinders op plaatwalsen; rechthoekige behuizingen gebogen met een plooiinstallatie.
- Bewerken: afdichten van groeven, geglazeerde aansluitingen tot Ra ≤ 0,8 µm.
- Gaten maken: CNC-gezaagde ramen, pompopeningen; alle randen breken.
3. Inpassen en lassen
3.1 Tacklassen van de assemblage
- Positioneren met een minimum aan tacklassen; de volgorde wordt gekozen om krimp te compenseren.
3.2 Lassen
- Proces: GTAW (TIG) als standaard; elektronenstraallassen voor hoogwaardige verbindingen.
- Acceptatie: nul porositeit, volledige doorgang, gladde binnenste lasnaad; enkelzijdige lassen worden vaak aan de achterzijde afgeschermd voor een „dubbelzijdig“ profiel.
- Kritische naden volledig heliumdichtheidsgetest ter plaatse.
4. Operaties na het lassen
4.1 Spanningsverlaging
- Oven of lokale PWHT 450–650 °C; grote onderdelen mogen vibratiereductie gebruiken.
4.2 Definitieve reiniging
- Herbehandel laszones met zoutzuur; ultrasone spoeling → demiwater → drogen met heet lucht; gecertificeerd tot ≤ 1 mg/m² resterende organische stoffen.

5. Kwaliteitsverificatie
- Dimensioneel en visueel: kameralengte, aansluitafstand, flensvlakheid ≤ 0,1 mm/100 mm.
- Vacuüm: integrale lekrate ≤ 1 × 10⁻⁹ Pa·m³/s (of klantklasse).
- Pompdruk: bereik de gespecificeerde einddruk binnen de gepubliceerde kromme.
- Mechanisch: hydrostatische of pneumatische proef bij 1,3 × ontwerpdruk.
6. Afwerking en verzending
- Oppervlak: glasstralen, satijnpolijst of elektropolijst (Ra ≤ 0,4 µm) om gasbelasting te verminderen.
- Bescherming: PVC-folie + vochtabsorberende zak, schokmontagekist.
- Uitgifte voorraad of directe integratie met pompen, kleppen en afzetbronnen.
Met elke fase traceerbaar naar ISO 9001 en EN 13980 (ATEX) waar vereist, arriveren onze kamers gereed voor directe hoogvacuümdienst — overal ter wereld.
 Actueel nieuws
Actueel nieuws2025-08-01
2025-07-24
2025-11-19
2025-12-25
2026-01-31
Copyright © Wenzhou QiMing Stainless Co., Ltd. All Rights Reserved - Privacybeleid-BLOG





