
Xalqaro xaridorlar uchun qadam-qadam dastlabki ma'lumotnoma
1. Muhandislik va tayyorgarlik
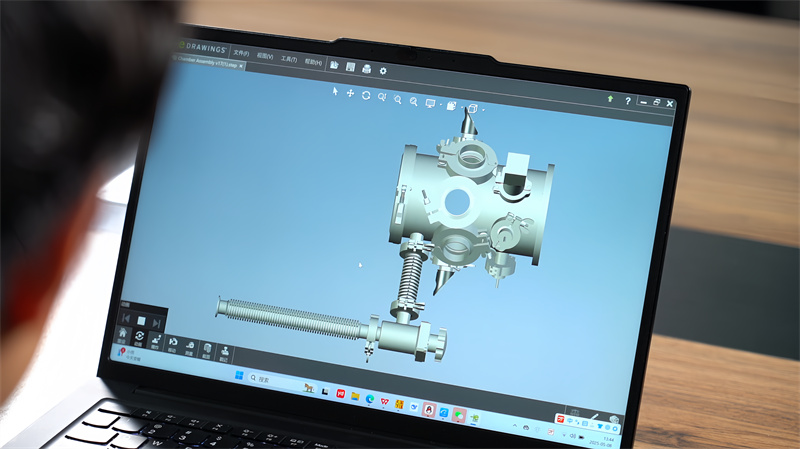
1.1 Loyiha to'plami
- Geometriya: ichki joylashuv, nasos, diapazon va ko'rinish eshiklari, elektrod/nishon pozitsiyalarini aniqlash.
- Vakuum belgisi: oxirgi bosim, quvurish darajasi, dalil bosimini o'rnatish; qotishma, payvandlash usuli, germetik turini mos ravishda tanlash.
- Hujjatlar: batafsil chizmalar, umumiy montaj, payvandlash ketma-ketligi rejasi, to'liq GD&T.
1.2 Xom ashyo va sarf materiallari
- Qotishmalar: 304L/316L austenitli chiqizmang (past uglerodli, past gaz chiqarish); so'rovga ko'ra Al- yoki Ti-qotishmalar.
- Sarf materiallari: mos keladigan to'ldiruvchi sim, vakuum sinfi germetiklari, CF/KF qurilmalari.
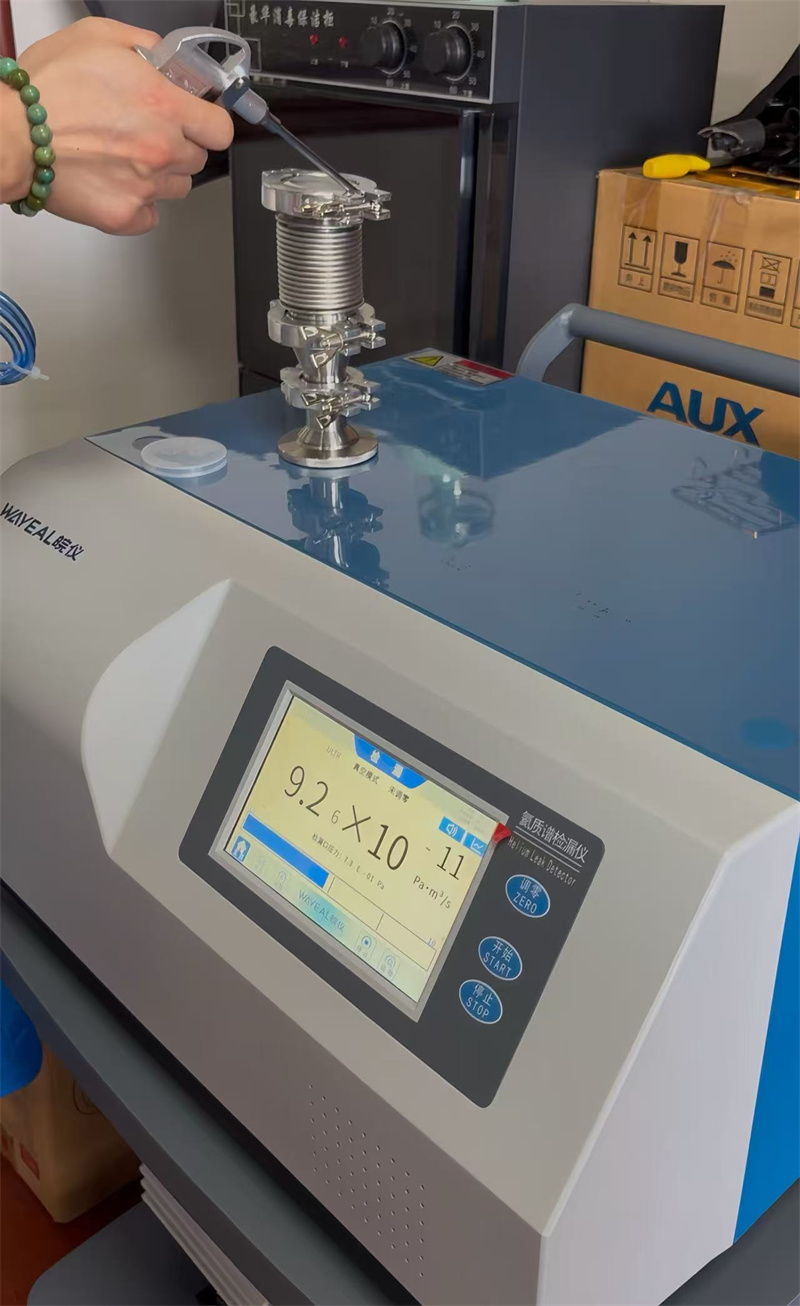
- Metrologiya: geliy mass-spektrli so'rishni aniqlash qurilmasi, sirt notekisligini o'lchash asbobi, KIM.
2. Materiallarni qayta ishlash
2.1 Oldingi tayyorgarlik
- Yog'ni olib tashlash: valik yoki ul'trazvukli vanna yordamida silindrik yog'ni olib tashlash.
- Kislotali ishlov berish va passivatsiya: oksid/shkalani o'chirish, xrom-oksidi plenkani tiklash.
- Himoya: qo'lqoplar yoki qirqish paytida qavatli plenkani ishlatish.
2.2 Kesish va shakllantirish
- Kesish: plazma, lazer yoki suvli struy bilan kesish.
- Silindrni aylantirish: plastinkali aylanma silindrlar, to'rtburchak shaklli qobig'ni sindirish usulida shakllantirish.
- Mashina: germetiklangan yovlarni yakunlash, dazmollangan chiqishlarni Ra ≤ 0,8 µm gacha ishlash.
- Teshik ochish: CNC bilan kesilgan oynalar, nasos portlari; barcha qirralarni sindirish.
3. Moslashtirish va payvandlash
3.1 Qisqichli montaj
- Qisqich payvandlar yordamida minimal joylashtirish; ketma-ketlik qayta tiklanishni muvozanatlash uchun tanlanadi.
3.2 Payvandlash
- Jarayon: Standart sifatida GTAW (TIG); yuqori toza birikmalar uchun elektron-nurli.
- Qabul qilish: gazli poroznostsiz, to'liq kirish, silliq ichki yo'lboshlovchi; bir tomonlama payvandlar ko'pincha "ikkala tomonlama" profil uchun orqa qismni himoya qiladi.
- Jiddiy seamlar 100 % He-leak sinovdan o'tkaziladi.
4. Payvandlashdan keyingi operatsiyalar
4.1 Kuchlanishni yo'qotish
- Pech yoki mahalliy PWHT 450–650 °C; katta qismlar uchun vibratsion taranglikni yo'qotish usuli ishlatilishi mumkin.
4.2 Yakuniy tozalash
- Payvand zonalarni qayta ishlash; ultratovushli chulg'am → DI suvi → issiq havo bilan quritish; qoldiq organik moddalarga nisbatan ≤ 1 mg/m² darajasida sertifikatlangan.

5. Sifatni tekshirish
- O'lchov va ko'rinish: kamera uzunligi, portlar orasidagi masofa, flanets tekisligi ≤ 0.1 mm/100 mm.
- Vakuum: integral so'rish tezligi ≤ 1 × 10⁻⁹ Pa·m³/s (yoki mijoz toifasi).
- Tezlanish: e'lon qilingan egri chiziq doirasida belgilangan yakuniy bosimga erishish.
- Mexanik: gidravlik yoki pnevmatik sinov bosimi dizayn bosimining 1,3 barobariga teng.
6. Yakuniy ishlov berish va jo'natish
- Sirt: gaz yukini kamaytirish uchun shishali shar, saten polirovka yoki elektropolirovka (Ra ≤ 0.4 µm).
- Himoya: PVC plyonka + namlikni yutuvchi xalta, vibratsiyaga chidamli quti.
- Omborga topshirish yoki nasoslarga, klapanlarga va cho'kindi manbalariga bevosita ulanish.
Har bir bosqich ISO 9001 va kerak bo'lganda EN 13980 (ATEX) standartlariga mos ravishda kuzatiladi, shu sababli ham yutilgan havo bilan ishlash uchun tayyor bo'lib, dunyoning istalgan burchagiga yetkazib beriladi.
 Issiq yangiliklar
Issiq yangiliklar2025-08-01
2025-07-24
2025-11-19
2025-12-25
2026-01-31
Mualliflik huquqi © Wenzhou QiMing Stainless Co., Ltd. Barcha huquqlar himoyalangan - Maxfiylik siyosati-Blog





