
Praktični vodič korak po korak za međunarodne kupce
1. Inženjering i priprema
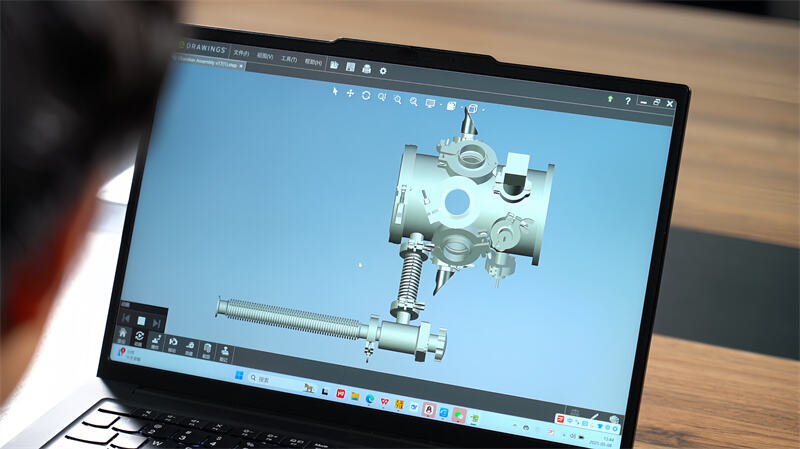
1.1 Projektantski paket
- Geometrija: definiranje unutarnje raspodjele, priključaka za pumpu, mjerač i prozor za pregled, položaja elektroda/meta.
- Vakuumski specifikaciji: postavljanje konačnog tlaka, brzine curenja, radnog tlaka; odabir slitine, načina zavarivanja i tipa brtvila u skladu s tim.
- Dokumentacija: detaljni crteži, opći sklop, plan niza zavarivanja, potpuna GD&T dokumentacija.
1.2 Materijali i potrošni materijali
- Slitine: austenitni nerđajući čelik 304L/316L (niskougljični, niska emisija plinova); Al- ili Ti-slitine prema zahtjevu.
- Potrošni materijal: puni žice za zavarivanje, brtvila za vakuum, CF/KF pribor.
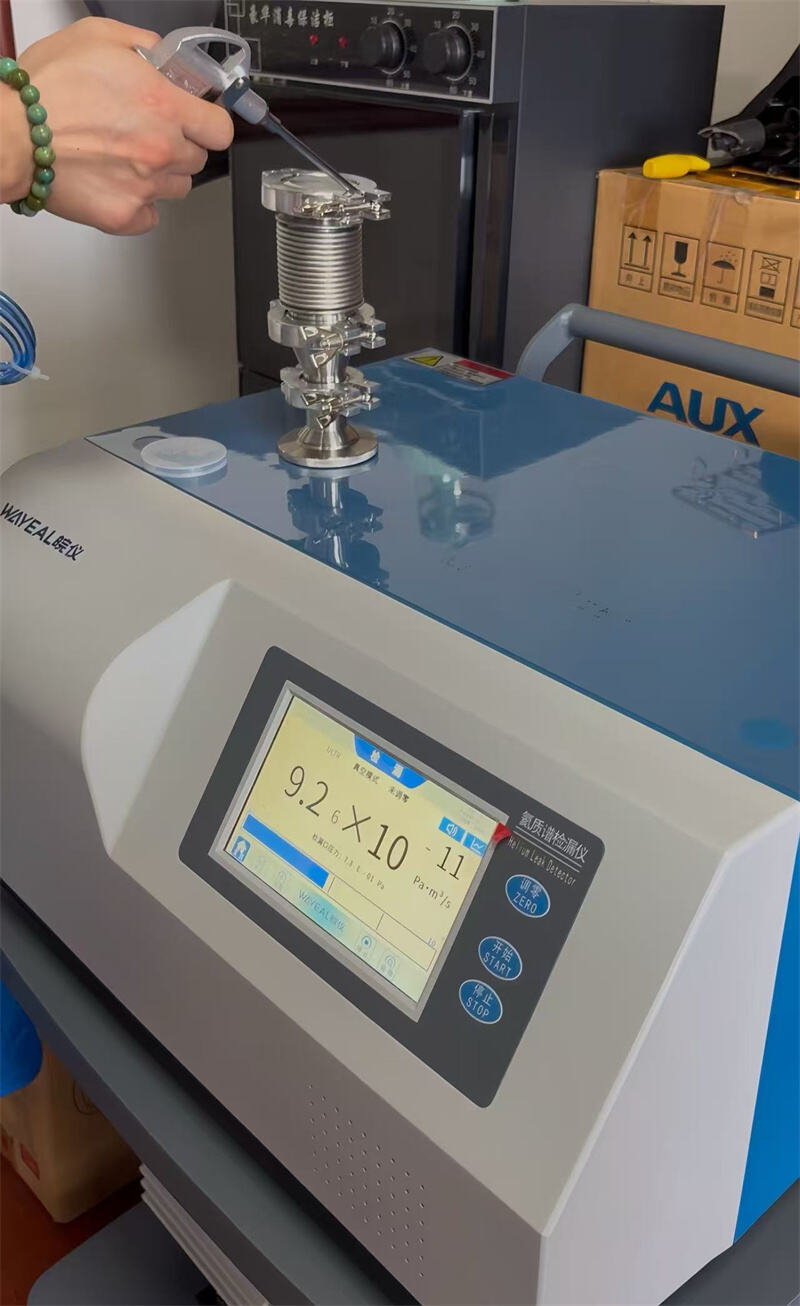
- Metrologija: detektor curenja s helijevim masnim spektrometrom, mjerilo hrapavosti površine, CMM.
2. Obrađivanje materijala
2.1 Prethodna obrada
- Uklanjanje masti: alkalna ili ultrazvučna kada za uklanjanje ulja.
- Kiselenje i pasiviranje: uklanjanje oksida/kore, obnova Cr-oksidnog filma.
- Zaštita: rukavice ili ljepljiva folija tijekom obrade.
2.2 Rezanje i oblikovanje
- Rezanje: plazma, laser ili vodeni mlaz.
- Valjanje: cilindri na valjnim strojevima; pravokutne ljuske savijane na savijaču lima.
- Stroj: dorada žljebova za brtve, navojna priključna mjesta do Ra ≤ 0,8 µm.
- Bušenje: prorezi izrezani CNC-om, priključci za pumpu; oboriti sve rubove.
3. Montaža i zavarivanje
3.1 Privarivanje sklopa
- Pozicionirati s minimalnim privarivanjem; slijed odabran tako da uravnoteži skupljanje.
3.2 Zavarivanje
- Postupak: GTAW (TIG) kao standard; elektronskim snopom za spojeve visoke čistoće.
- Prihvatljivost: nulte poroznosti, potpuno prodorno zavarivanje, glatki unutarnji zavar; jednostrano zavarivanje često dodatno zaštićeno kako bi se postigao profil „dvostranog“ završetka.
- Kritični šavovi potpuno testirani na curenje helija na licu mjesta.
4. Operacije nakon zavarivanja
4.1 Otpuštanje napetosti
- Peć ili lokalno termičko obradno postupanje 450–650 °C; za velike dijelove se može koristiti vibracijsko otpuštanje napetosti.
4.2 Konačno čišćenje
- Ponovno kiseljenje zoni zavarivanja; ultrazvučno ispiranje → deionizirana voda → sušenje vručim zrakom; certificirano do ≤ 1 mg/m² ostataka organskih tvari.

5. Provjera kvalitete
- Dimenzionalna i vizualna provjera: duljina komore, razmak priključaka, ravnost flensa ≤ 0,1 mm/100 mm.
- Vakuum: integralna brzina curenja ≤ 1 × 10⁻⁹ Pa·m³/s (ili prema kategoriji klijenta).
- Isisavanje: dostići navedenu konačnu vrijednost unutar objavljene krivulje.
- Mehanička ispitivanja: hidrostatski ili pneumatski test čvrstoće pri 1,3 × radnom tlaku.
6. Završna obrada i isporuka
- Površina: stakleni perlu, matirana poliranje ili elektropoliranje (Ra ≤ 0,4 µm) za smanjenje opterećenja plinom.
- Zaštita: PVC folija + vrećica s sredstvom za upijanje vlage, pakirano u kantu otpornu na udarce.
- Isporuka na skladište ili izravna integracija s pumpama, ventilima i izvorima deponiranja.
Svaka faza proizvodnje traga se do ISO 9001 i EN 13980 (ATEX) gdje je potrebno, a komore stižu spremne za odmah nužan rad u visokom vakuumu — bilo gdje na svijetu.
 Najnovije vijesti
Najnovije vijesti2025-08-01
2025-07-24
2025-11-19
2025-12-25
2026-01-31
Autorsko pravo © Wenzhou QiMing Stainless Co., Ltd. Sva prava pridržana - Pravila o privatnosti-Blog





