
Ένας εισαγωγικός οδηγός βήμα-βήμα για διεθνείς αγοραστές
1. Μηχανική & Προετοιμασία
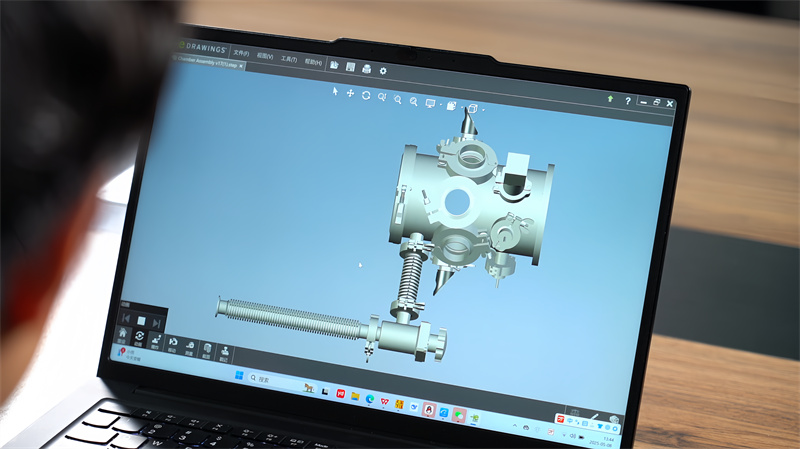
1.1 Συσκευασία σχεδίασης
- Γεωμετρία: καθορισμός εσωτερικής διάταξης, θυρίδων αντλίας, μανομέτρου και παρατήρησης, θέσεις ηλεκτροδίου/στόχου.
- Προδιαγραφή κενού: καθορισμός τελικής πίεσης, ρυθμού διαρροής, πίεσης δοκιμής· επιλογή κράματος, μεθόδου συγκόλλησης και τύπου στεγανοποίησης αναλόγως.
- Τεκμηρίωση: λεπτομερείς σχεδιαστικές μελέτες, γενική συναρμολόγηση, σχέδιο σειράς συγκόλλησης, πλήρης GD&T.
1.2 Υλικά & καταναλώσιμα
- Κράματα: αυστηνιτικός ανοξείδωτος χάλυβας 304L/316L (χαμηλού άνθρακα, χαμηλής εκγύμνωσης αερίων)· κράματα Al ή Ti κατόπιν αιτήματος.
- Καταναλώσιμα: σύρμα γέφυρας αντίστοιχου τύπου, στεγανοποιήσεις βαθμού κενού, εξαρτήματα CF/KF.
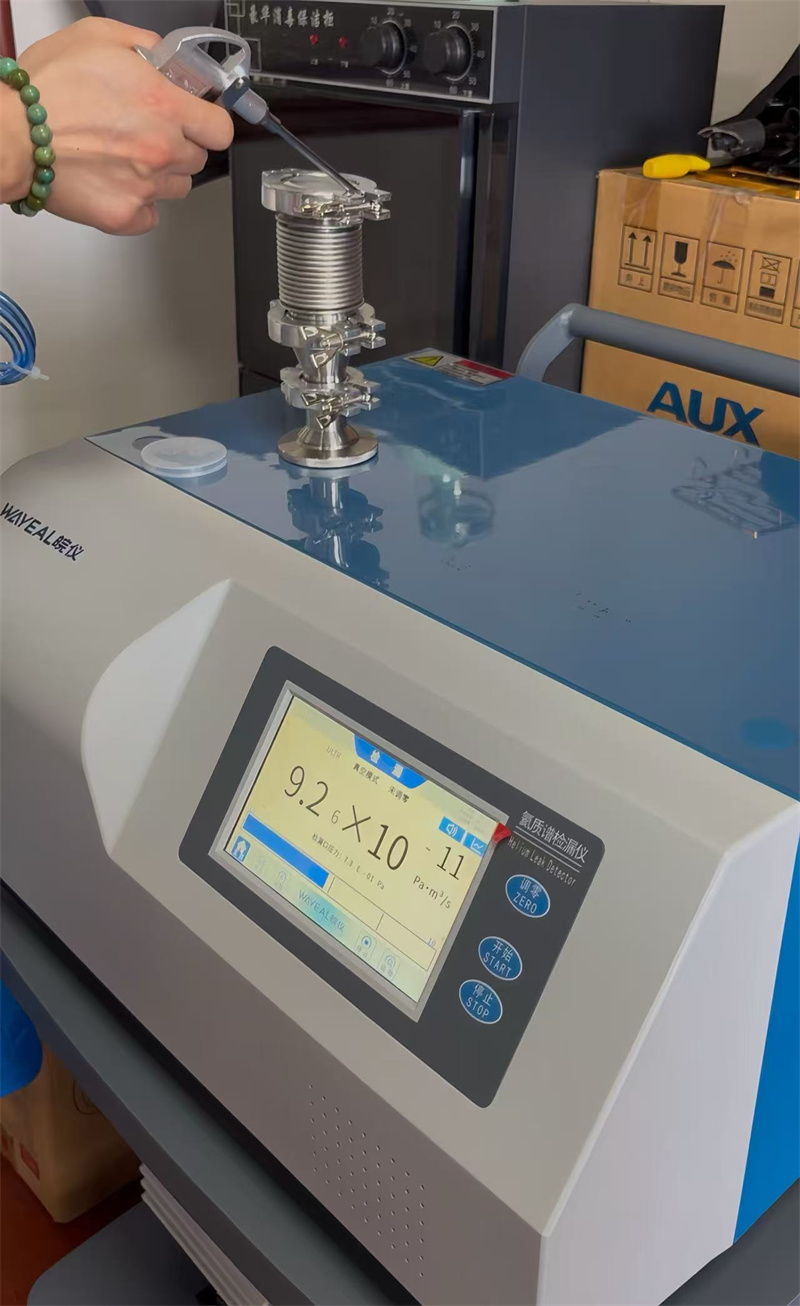
- Μετρολογία: ανιχνευτής διαρροών με φασματογράφο μάζας ηλίου, μετρητής τραχύτητας επιφάνειας, CMM.
2. Επεξεργασία υλικού
2.1 Προ-επεξεργασία
- Απολίπανση: αλκαλικό ή υπέρηχο λουτρό για αφαίρεση λαδιών κύλισης.
- Ξύσιμο & παθωτοποίηση: αφαίρεση οξειδίων/λεπιδών, αποκατάσταση του φιλμ οξειδίου Cr.
- Προστασία: γάντια ή προστατευτική μεμβράνη κατά την κατεργασία.
2.2 Κοπή & διαμόρφωση
- Κοπή: πλάσμα, λέιζερ ή υδροβόλο.
- Κύλιση: κύλινδροι σε μηχανές κύλισης πλακών· ορθογώνια κέλυφη διαμορφωμένα με φρεζομηχανή.
- Μηχανή: τελική επεξεργασία αυλακών σφράγισης, σπειροειδείς θύρες σε Ra ≤ 0,8 µm.
- Διάτρηση: παράθυρα και θύρες αντλίας με CNC· καταργούνται όλες οι ακμές.
3. Προσαρμογή & συγκόλληση
3.1 Προσωρινή συναρμολόγηση
- Τοποθέτηση με ελάχιστες σημειακές συγκολλήσεις· η σειρά επιλέγεται ώστε να εξισορροπείται η συρρίκνωση.
3.2 Συγκόλληση
- Διαδικασία: GTAW (TIG) ως προεπιλογή· για αρθρώσεις υψηλής καθαρότητας χρησιμοποιείται ηλεκτρονική δέσμη.
- Αποδοχή: μηδενική πορώδης δομή, πλήρης διείσδυση, ομαλή εσωτερική ραφή· οι μονόπλευρες συγκολλήσεις συνήθως υποστηρίζονται από την πίσω πλευρά για να επιτευχθεί προφίλ "διπλής" όψης.
- Κρίσιμες ραφές ελέγχονται πλήρως ως προς τη διαρροή με ήλιο (He) επί τόπου.
4. Εργασίες μετά τη συγκόλληση
4.1 Αποστρεσσίωση
- Φούρνος ή τοπική θερμική επεξεργασία (PWHT) 450–650 °C· για μεγάλα εξαρτήματα μπορεί να χρησιμοποιηθεί αποστρεσσίωση με δόνηση.
4.2 Τελικός καθαρισμός
- Επαναφέρθηκε σε πικέ στις περιοχές συγκόλλησης· υπέρηχοι έκπλυση → αποσταγμένο νερό → στέγνωμα με ζεστό αέρα· πιστοποιημένο για υπολειμματικά οργανικά ≤ 1 mg/m².

5. Έλεγχος ποιότητας
- Διαστασιολόγηση και οπτικός έλεγχος: μήκος θαλάμου, απόσταση συνδέσεων, επιπεδότητα φλάντζας ≤ 0,1 mm/100 mm.
- Κενό: ολόκληρος ρυθμός διαρροής ≤ 1 × 10⁻⁹ Pa·m³/s (ή κλάση πελάτη).
- Λειτουργία υπό κενό: επίτευξη της καθορισμένης τελικής τιμής εντός της δημοσιευμένης καμπύλης.
- Μηχανικός έλεγχος: δοκιμή αντοχής υδροστατικής ή πνευματικής πίεσης στο 1,3 × της σχεδιαστικής πίεσης.
6. Τελική επεξεργασία και αποστολή
- Επιφάνεια: γυάλινη πολιτική, ματ χρώμα ή ηλεκτρολυτική λείανση (Ra ≤ 0,4 µm) για τη μείωση της φόρτωσης αερίου.
- Προστασία: Μεμβράνη PVC + σακούλι με αποξηραντικό, ξύλινη παλέτα με απορρόφηση κραδασμών.
- Απελευθέρωση στην αποθήκη ή άμεση ενσωμάτωση με αντλίες, βαλβίδες και πηγές εναπόθεσης.
Με κάθε στάδιο ελεγχόμενο από το ISO 9001 και EN 13980 (ATEX) όπου απαιτείται, οι θάλαμοί μας φτάνουν έτοιμοι για άμεση χρήση σε υψηλό κενό – σε οποιοδήποτε μέρος του κόσμου.
 Επικαιρότητα
Επικαιρότητα2025-08-01
2025-07-24
2025-11-19
2025-12-25
2026-01-31
Πνευματικά Δικαιώματα © Wenzhou QiMing Stainless Co., Ltd. Διεκδικούνται όλα τα δικαιώματα - Πολιτική απορρήτου-Ιστολόγιο





