
နိုင်ငံတကာဝယ်သူများအတွက် အဆင့်ဆင့် မိတ်ဆက်ခြင်း
1. အင်ဂျင်နီယာနှင့် ပြင်ဆင်မှု
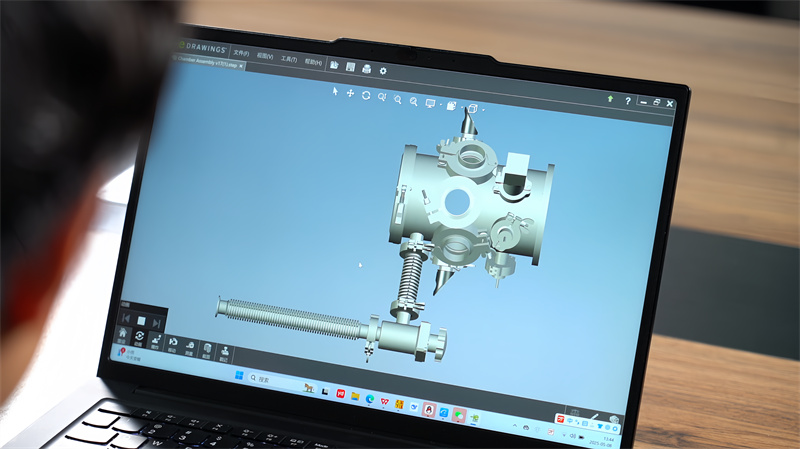
1.1 ဒီဇိုင်းပက်ကေ့ခ်
- ဂျီဩမေတြီး: အတွင်းပိုင်းစီမံခန့်ခွဲမှု၊ ပန့်၊ ဂေါက်နှင့် မြင်ကွင်းပေါက်များ၊ အီလက်ထရိုဒ်/တာဂက် တည်နေရာများ သတ်မှတ်ခြင်း။
- ဗက်ချ်ရှင်း စပ်: နောက်ဆုံးဖိအား၊ ယိုစိမ့်မှုနှုန်း၊ ဖိအားစမ်းသပ်မှု သတ်မှတ်ပါ။ ထို့နောက် သင့်လျော်သော သတ္တုတွဲ၊ ဆော်ဒါနည်းလမ်း၊ ပိတ်ဆို့မှုအမျိုးအစားကို ရွေးချယ်ပါ။
- စာရွက်စာတမ်းများ: အသေးစိတ်ပုံများ၊ ယေဘုယျတပ်ဆင်မှု၊ ဆော်ဒါအစီအစဉ်၊ GD&T အပြည့်အစုံ။
1.2 ပစ္စည်းများနှင့် သုံးဆုံးပစ္စည်းများ
- အလွှာများ- 304L/316L အော်စတီနိုက်တစ်သတ္တုစား (ကာဗွန်နိမ့်၊ ဓာတုပစ္စည်းထုတ်လွှတ်မှုနိမ့်)၊ Al သို့မဟုတ် Ti အလွှာများကို တောင်းဆိုမှုအရ။
- ချို့တဲ့သောအရာများ- ဖြည့်စွက်ဆေးခဲကိုက်ညီမှု၊ ဗက်ချုပ်တံဆိပ်ခတ်ထားသောပိတ်ပင်တားဆီးမှု၊ CF/KF ပစ္စည်းကိရိယာများ။
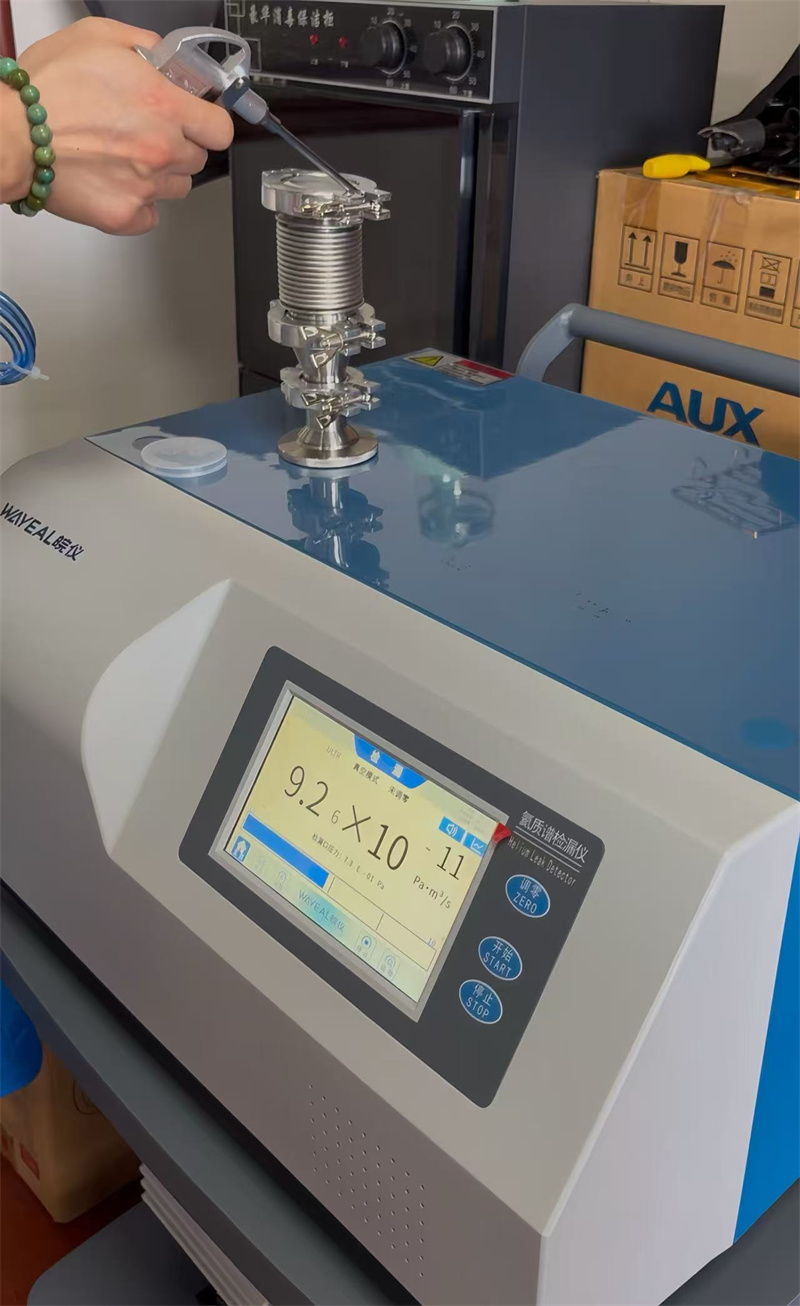
- တိုင်းတာရေးရာ- ဟီလီယမ်မော်လီကျူးစပက်ထရမ် ပိုက်ဆံပါဝါ၊ မျက်နှာပြင်မျောက်တက်မှုမီတာ၊ CMM။
2. ပစ္စည်းအားဖြင့် ကုသနှုန်းခြင်း
2.1 ကုသမှုမှုအစီအစဉ်
- အဆီချေဖျက်ခြင်း- အလိုအလျောက်သို့မဟုတ် အာလ်ထရာဆောင်းချိုးခြင်းအိုင်း၊ အဆီစွန့်ပစ်ရန်။
- အက်စစ်ဖြင့်ချေဖျက်ပြီး အက်စစ်ဖြင့်ချေဖျက်ခြင်း- အောက်ဆိုဒ်/စကိတ်ကိုဖယ်ရှားပါ၊ Cr-အောက်ဆိုဒ်ပိတ်ပင်တားဆီးမှုကိုပြန်လည်ရရှိပါ။
- ကာကွယ်ခြင်း- စက်ဖြင့်ဖြတ်တောက်စဉ်အတွင်း လက်အိတ်သို့မဟုတ် အကာကွယ်ပါးလွှာကို။
2.2 ဖြတ်တောက်ခြင်းနှင့် ပုံသဏ္ဍာန်ပြောင်းခြင်း
- ဖြတ်တောက်ခြင်း- ပလာမာ၊ လေဆာ သို့မဟုတ် ရေဂျက်။
- လှည့်ခြင်း - ပြားလွှာများပေါ်ရှိ စလင်ဒါများကို လှည့်ခြင်း။ ထောင့်မျဉ်းဖြတ်အိုးဘူးများကို ဘရိတ်ဖြင့် ပုံသွင်းခြင်း။
- စက် - ပိတ်ဆို့မှုအနက်အဝါးများ၊ ချိတ်ဆက်မှုအပေါက်များကို Ra ≤ 0.8 µm အထိ အဆင့်မြှင့်ခြင်း။
- အပေါက်ဖောက်ခြင်း - CNC ဖြင့် ပြတင်းပေါက်များ၊ ပန့်အပေါက်များကို ဖြတ်ခြင်း။ အစွန်းအထင်းအားလုံးကို ဖယ်ရှားခြင်း။
3. တပ်ဆင်ခြင်းနှင့် ချောမွေ့စေခြင်း
3.1 ယာယီတပ်ဆင်ခြင်း
- အနည်းငယ်သော ယာယီချောမွေ့မှုများဖြင့် တည်နေရာသတ်မှတ်ပါ။ ကျဉ်းလာမှုကို ဟန်ချက်ညီစေရန် အဆင့်ဆင့်ရွေးချယ်ပါ။
3.2 ချောမွေ့ခြင်း
- လုပ်ငန်းစဉ် - GTAW (TIG) ကို ပုံမှန်အဖြစ်သတ်မှတ်ထားပါသည်။ သန့်ရှင်းမှုအမြင့်ဆုံး ချိတ်ဆက်မှုများအတွက် အီလက်ထရွန်-ဘီမ်ကို အသုံးပြုပါ။
- လက်ခံမှု - အပေါက်အကွက်မရှိခြင်း၊ အပြည့်အဝထိုးဖောက်နိုင်ခြင်း၊ အတွင်းပိုင်းမျက်နှာပြင် ချောမွေ့ခြင်း။ တစ်ဖက်တည်းသာ ချောမွေ့သော ချောမွေ့မှုများကို “နှစ်ဖက်စလုံး” ပုံစံအတွက် နောက်ဘက်မှ ကာကွယ်ပေးလေ့ရှိပါသည်။
- အရေးကြီးသော ချောမွေ့မှုများကို နေရာတွင် He-leak စမ်းသပ်မှု 100% ပြုလုပ်ပါ။
၄။ အဆုံးသတ်ခြင်းနောက်ပိုင်းလုပ်ဆောင်မှုများ
၄.၁ စressနှောင့်ယှက်မှုကင်းလွတ်ရေး
- ဖုန်းစသည်ဖြင့် ဒေသအလိုက် PWHT 450–650 °C; အရွယ်အစားကြီးသောအစိတ်အပိုင်းများတွင် စိတ်ဖိစီးမှုကင်းလွတ်ရေးအတွက် တုန်ခါမှုကို အသုံးပြုနိုင်သည်။
၄.၂ နောက်ဆုံးသုတ်သင်ခြင်း
- ဝယ်ယူထားသောဇုန်များကို ပြန်လည်သန့်စင်ပါ။ အာထရာဆောင်းနစ်ရှ် → DI ရေ → ပူသောလေဖြင့်ခြောက်အောင်လုပ်ပါ။ ကျန်ရှိသောအော်ဂဲနစ်ပစ္စည်းများအတွက် mg/m² အထိ အတည်ပြုထားပါသည်။

၅။ အရည်အသွေးအတည်ပြုခြင်း
- အရွယ်အစားနှင့် မျက်စိဖြင့်ကြည့်ခြင်း - ကွန်ရက်၏အလျား၊ ပေါက်တို့၏အကွာအဝေး၊ ဖလန်ခ်၏တပြိုင်နက်တည်းဖြစ်မှု ≤ 0.1 mm/100 mm
- စုပ်ချိန် - ပေါင်းစပ်ထားသော စိုးဝါးမှုနှုန်း ≤ 1 × 10⁻⁹ Pa·m³/s (သို့မဟုတ် ဖောက်သည်အတန်း)။
- ပန့်ဒေါင်း - ထုတ်ဝေထားသော ကွေးပုံအတွင်းတွင် သတ်မှတ်ထားသော နောက်ဆုံးအဆင့်ကို ရောက်ရှိပါ။
- ယန္တရား - ဒီဇိုင်းဖိအား၏ 1.3 × အား ဟိုက်ဒရိုစတက်တစ် သို့မဟုတ် ပန်ကူမက်တစ် သက်သေပြစမ်းသပ်မှု။
၆။ အဆင်ပြီးသားနှင့် ပို့ဆောင်ခြင်း
- မျက်နှာပြင် - ဂလက်စ်ဘီဒ်၊ ဆတ်တင် ပေါလစ် (Ra ≤ 0.4 µm) သို့မဟုတ် ဓာတ်လိုက်ပေါလစ်ဖြင့် ဓာတ်ငွေ့ပမာဏကို လျှော့ချရန်။
- ကာကွယ်မှု - PVC ပလပ်စတစ်ပါး + စုပ်စွမ်းပါးအိတ်၊ တုန်ခါမှုကိုခံနိုင်သော သစ်သားတိုင်း။
- စတော့်ထဲသို့ ထုတ်ပေးခြင်း သို့မဟုတ် ပန့်များ၊ ဗာဗျူးများနှင့် နို့ခဲပေးသော အရင်းအမြစ်များနှင့် တိုက်ရိုက်ချိတ်ဆက်ခြင်း။
ISO 9001 နှင့် လိုအပ်ပါက EN 13980 (ATEX) တို့နှင့် အဆင့်တိုင်း ခြေရာခံနိုင်သည့် ကျွန်ုပ်တို့၏ ကိုယ်ထည်များသည် ကမ္ဘာ့အရပ်ရပ်တွင် ချက်ချင်း အမြင့်ဆုံး စုပ်ချုပ်မှုလုပ်ငန်းအတွက် အဆင်သင့်ဖြစ်နေပါသည်။
 အရေးကြီးသော သတင်းများ
အရေးကြီးသော သတင်းများ2025-08-01
2025-07-24
2025-11-19
2025-12-25
2026-01-31
မူပိုင်ခွင့် © Wenzhou QiMing Stainless Co., Ltd. မူပိုင်ခွင့် ရယူပြီးပါပြီ - လုံခြုံရေးမူဝါဒ-ဘလော့ဂ်





