
Un ghid pas cu pas pentru cumpărătorii internaționali
1. Inginerie și pregătire
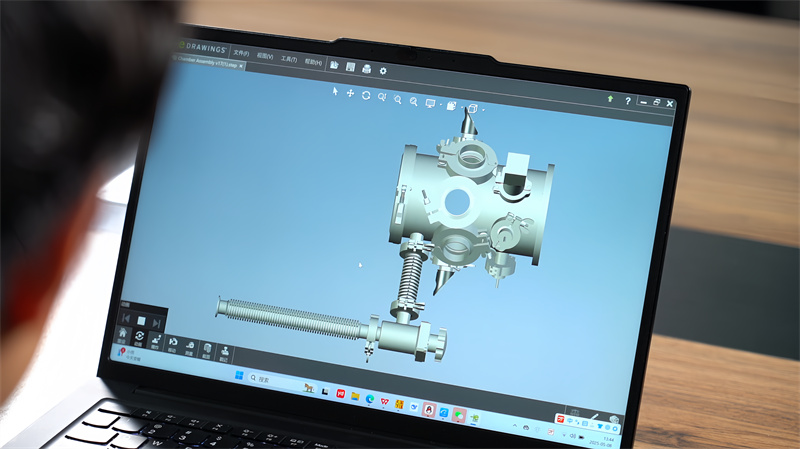
1.1 Pachet de proiectare
- Geometrie: definirea configurației interne, a racordurilor pentru pompă, manometru și vizor, precum și a pozițiilor electrozilor/țintelor.
- Specificații vid: stabilirea presiunii finale, a ratei de scurgere, a presiunii de probă; alegerea aliajului, metodei de sudare și tipului de etanșare în consecință.
- Documentație: desene detaliate, ansamblu general, plan secvențial de sudare, întreaga toleranțare geometrică și dimensională (GD&T).
1.2 Materiale și consumabile
- Aliaje: oțel inoxidabil austenitic 304L/316L (cu conținut scăzut de carbon, emisie redusă de gaze); aliaje din Al sau Ti la cerere.
- Consumabile: sârmă de adaos potrivită, garnituri pentru vid, componente CF/KF.
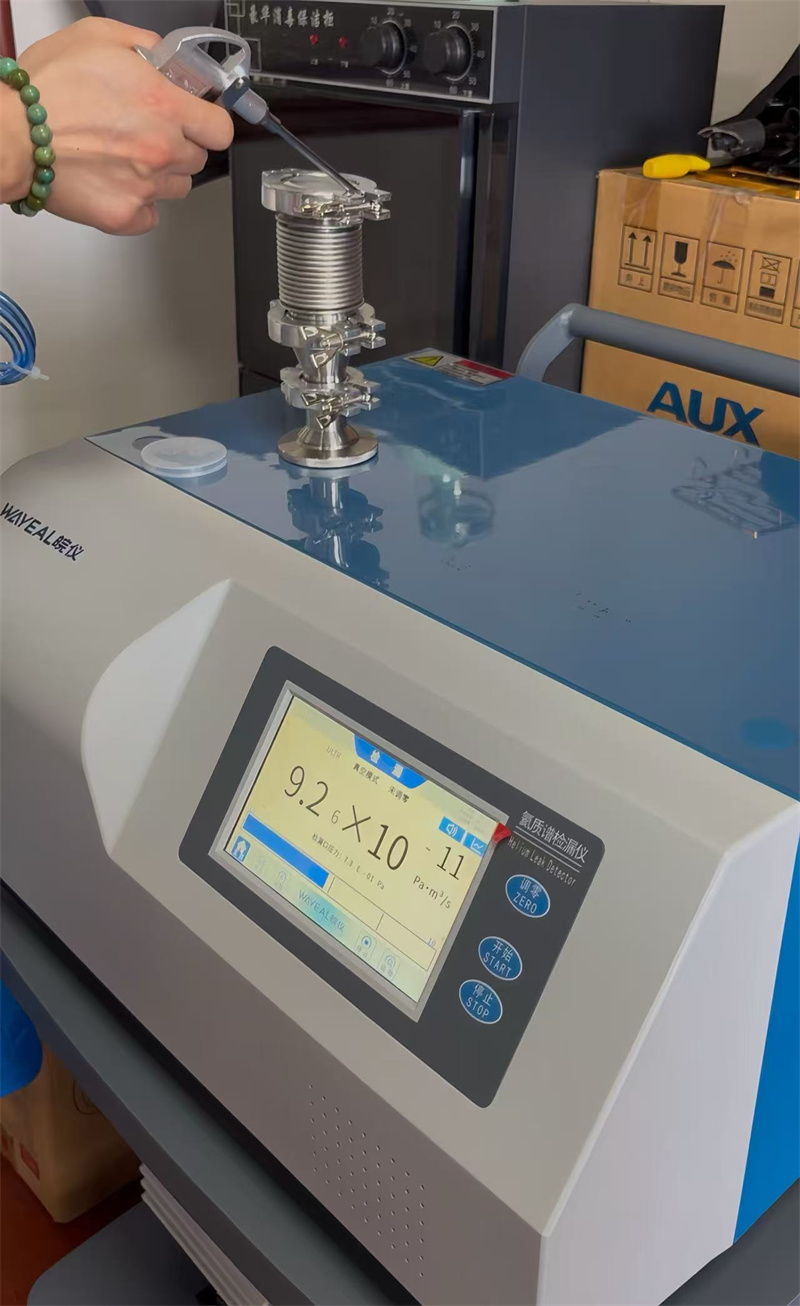
- Metrologie: detector de scurgeri cu spectrometru de masă cu heliu, aparat de măsurare a rugozității suprafeței, CMM.
2. Prelucrarea materialelor
2.1 Pretratarea
- Degresare: baie alcalină sau ultrasonică pentru îndepărtarea uleiurilor de laminare.
- Decapare și pasivare: eliminarea oxizilor/calaminii, refacerea stratului de oxid de crom.
- Protecție: mănuși sau folie autodecapabilă în timpul prelucrării mecanice.
2.2 Tăiere și formare
- Tăiere: cu plasmă, laser sau jet de apă.
- Rulare: cilindri realizați pe mașini de rulat table; carcase dreptunghiulare formate pe mașini de îndoit.
- Mașină: prelucrarea canalelor de etanșare, orificiile filetate la Ra ≤ 0,8 µm.
- Găurire: ferestre tăiate CNC, orificii pentru pompă; debavurarea tuturor muchiilor.
3. Montaj și sudură
3.1 Asamblare provizorie
- Poziționare cu suduri punctuale minime; secvența aleasă pentru a echilibra contracția.
3.2 Sudură
- Proces: GTAW (TIG) implicit; sudură cu fascicul electronic pentru îmbinări înalte puritate.
- Acceptare: fără porozitate, pătrundere completă, cusătură interioară netedă; sudurile unilaterale sunt adesea protejate pe spate pentru un profil „dublu”.
- Cusăturile critice testate integral la scurgere cu heliu în loc.
4. Operațiuni post-sudură
4.1 Îndepărtarea tensiunilor
- Tratament termic în cuptor sau local între 450–650 °C; pentru piese mari se poate utiliza îndepărtarea tensiunilor prin vibrație.
4.2 Curățare finală
- Repiclorizarea zonelor sudate; clătire ultrasonică → apă deionizată → uscare cu aer cald; certificat pentru substanțe organice reziduale ≤ 1 mg/m².

5. Verificarea calității
- Dimensional și vizual: lungimea camerei, distanța între racorduri, planitatea flanșei ≤ 0,1 mm/100 mm.
- Vid: rată de scurgere integrală ≤ 1 × 10⁻⁹ Pa·m³/s (sau conform clasei clientului).
- Evacuare: atingerea vidului final specificat în limitele curbei publicate.
- Mecanic: test de etanșeitate hidrostatic sau pneumatic la 1,3 × presiunea de proiectare.
6. Finisare și livrare
- Suprafață: nisip de sticlă, luciu mat sau electrolustruit (Ra ≤ 0,4 µm) pentru reducerea încărcăturii de gaze.
- Protecție: folie PVC + pungă cu agent deshidratant, ambalaj rezistent la șocuri.
- Livrare în stoc sau integrare directă cu pompe, supape și surse de depunere.
Cu fiecare etapă trasabilă la ISO 9001 și EN 13980 (ATEX) acolo unde este necesar, camerele noastre ajung pregătite pentru funcționare imediată în vid înalt — oriunde în lume.
 Știri recente
Știri recente2025-08-01
2025-07-24
2025-11-19
2025-12-25
2026-01-31
Drepturi de autor © Wenzhou QiMing Stainless Co., Ltd. Toate drepturile rezervate - Politica de confidențialitate-Blog





