
Isang hakbang-hakbang na gabay para sa mga internasyonal na mamimili
1. Inhinyeriya at Paghahanda
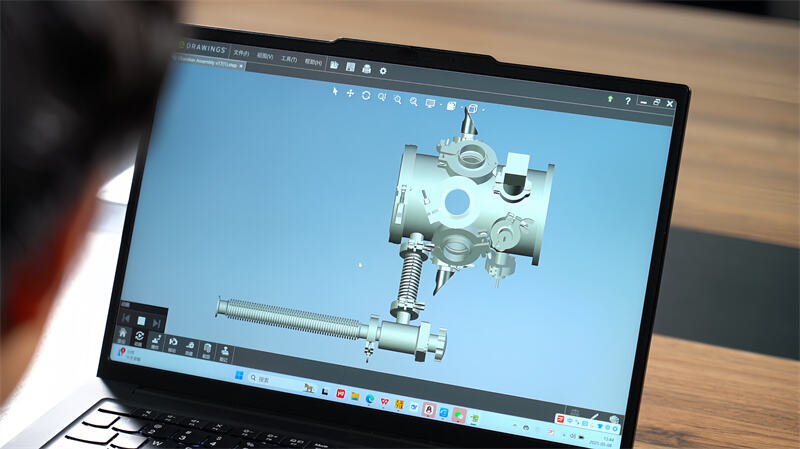
1.1 Pakete ng disenyo
- Heometriya: takda ang panloob na layout, mga puertahan ng bomba, gauge at viewport, posisyon ng elektrodo/target.
- Espesipikasyon ng vacuum: itakda ang pinakamababang presyon, rate ng pagtagas, pressure ng pagsusuri; pumili ng alloy, paraan ng pagpapanday, uri ng seal ayon dito.
- Dokumentasyon: detalyadong mga drawing, pangkalahatang assembly, plano ng pagkakasunod-sunod ng pagpapanday, kumpletong GD&T.
1.2 Mga materyales at kailangang gamitin
- Mga alloy: 304L/316L austenitic stainless (mababa ang carbon, mababa ang labas ng singaw); Al- o Ti-alloy kapag hinihiling.
- Mga Gamit na Kailangan Palitan: tugmang filler wire, vacuum-grade seals, CF/KF hardware.
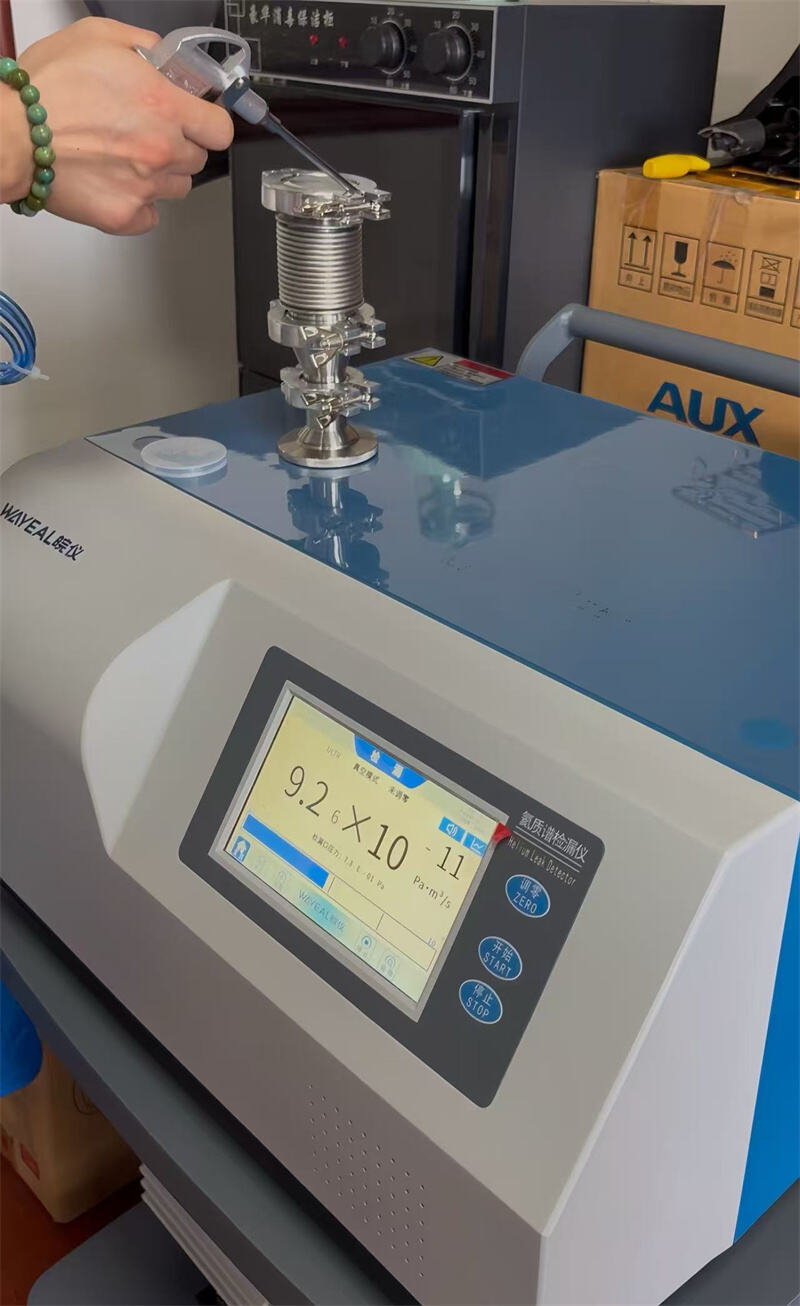
- Metrolohiya: helium mass-spectrometer leak detector, surface roughness gauge, CMM.
2. Pagproseso ng Materyales
2.1 Pre-treatment
- Alisin ang grasa: alkali o ultrasonic bath upang alisin ang mga langis sa pag-ikot.
- Pickle at pasibitin: alisin ang oxide/scale, ibalik ang Cr-oxide film.
- Proteksyon: guwantes o peel film habang nasa machining.
2.2 Pagputol at Paghubog
- Putulin: plasma, laser o water-jet.
- I-roll: mga silindro sa plate rolls; hugis-parihaba na shells brake-formed.
- Makina: tapusin ang mga lagusan ng seal, mga sinulid na puertahan hanggang Ra ≤ 0.8 µm.
- Pagbuo ng butas: mga bintana at puertahan ng bomba na pinutol gamit ang CNC; pahupain ang lahat ng gilid.
3. Pag-akma at pagpapanday
3.1 Paunang pagkakabit
- Iposisyon gamit ang minimum na paunang tahi sa panday; ang pagkakasunod-sunod ay pinili upang mapantay ang pagliit.
3.2 Pagpapanday
- Proseso: GTAW (TIG) bilang pangunahing pamamaraan; electron-beam para sa mataas na dalisay na mga tambalan.
- Pagtanggap: walang porosity, buong naabot ang pagsali, maayos na panloob na tahi; ang mga tahi sa iisang gilid ay madalas nilalagyan ng pananggalang sa likod para sa ‘double-sided’ na hugis.
- Ang mga kritikal na tahi ay 100% sinusubok sa He-leak nang direkta sa lugar.
4. Mga operasyon pagkatapos ng pagpapanday
4.1 Pagpapalaya sa Stress
- Pampalamig o lokal na PWHT 450–650 °C; maaaring gamitin ang vibratory stress relief para sa malalaking bahagi.
4.2 Pinal na paglilinis
- Ulit na pickling sa mga zona ng welding; ultrasonic na pagsaboy → DI water → pagpapatuyo gamit ang mainit na hangin; sertipikado na ≤ 1 mg/m² na natitirang organics.

5. Pagpapatunay ng Kalidad
- Dimensyon at biswal: haba ng chamber, espasyo ng port, kabutihang patag ng flange ≤ 0.1 mm/100 mm.
- Vacuum: integral leak rate ≤ 1 × 10⁻⁹ Pa·m³/s (o klase ng kliyente).
- Pump-down: abutin ang nakasaad na pinakamataas na antas sa loob ng inilathalang kurva.
- Mekanikal: hydrostatic o pneumatic proof test sa 1.3 × disenyo ng presyon.
6. Pagtatapos at pagpapadala
- Surface: glass-bead, satin polish o electropolish (Ra ≤ 0.4 µm) para mabawasan ang gas load.
- Proteksyon: PVC film + desiccant bag, shock-mounted crate.
- Paglabas sa stock o direktang integrasyon kasama ang pumps, valves at deposition sources.
Kasama ang bawat yugto na maiuugnay sa ISO 9001 at EN 13980 (ATEX) kung kinakailangan, ang aming mga chambers ay dumadating handa nang gamitin sa high-vacuum—sa kahit saang parte ng mundo.
 Balitang Mainit
Balitang Mainit2025-08-01
2025-07-24
2025-11-19
2025-12-25
2026-01-31
Copyright © Wenzhou QiMing Stainless Co., Ltd. All Rights Reserved - Patakaran sa Pagkakapribado-Blog





