

초고진공 장기 및 단기 글랜드 스테인리스강 QCR-메탈 페이스 피팅 1/8"-1" 브라이트 어닐링/전해 연마
고순도 QCR 롱 글랜드 SS316L 슬리브온조인트 용접 피팅 스테인리스 스틸 고순도 피팅
- 개요
- 추천 제품

QiiMii 메탈 페이스 실링(QCR) 피팅은 고진공 또는 고압 시스템에서 고품질 부품으로 사용할 수 있습니다. 암나사 및 수나사 너트를 조이면, 두 개의 매우 매끄럽게 연마된 원형 플랜지가 개스킷을 압축합니다. 내부 나사부 너트의 반대편에 위치한 두 개의 포트를 통해 시각 검사와 누출 테스트를 수행할 수 있습니다.
표면 완화
표면 완화 |
표면 거칠기 |
BA |
0.4-1.0μm |
Ep |
0.13-0.25μm |
온도 등급
소재 |
°F |
°C |
SS316L |
1000 |
538 |
압력 등급
튜브 외경 |
벽 두께 |
압력 등급 |
|
Psi |
봉재 |
||
1/8" |
0.028"(0.71mm) |
8550 |
590 |
1/4" |
0.035"(0.89mm) |
5200 |
359 |
3/8" |
0.035"(0.89mm) |
3350 |
231 |
1/2" |
0.049"(1.24mm) |
3750 |
259 |
3/4" |
0.065"(1.65mm) |
2400 |
165 |
1" |
0.065"(1.65mm) |
2400 |
165 |
접착
여성 렌치는 조립이 용이하고, 일관된 조립이 가능하며, 긁힘 방지 및 조임 토크 감소를 위해 은도금 처리되어 있습니다.
조립 지침
단계 1
 여성 렌치에 개스킷을 삽입하고 개스킷이 올바른 위치에 자리 잡았는지 확인하십시오. 또한 삽입 시 씰 부위에 손상이 없는지 확인하십시오.
여성 렌치에 개스킷을 삽입하고 개스킷이 올바른 위치에 자리 잡았는지 확인하십시오. 또한 삽입 시 씰 부위에 손상이 없는지 확인하십시오.
단계 2
 여성 렌치가 남성 렌치에 닿을 때까지 회전시키고, 씰 부위와 개스킷이 올바른 위치에 장착되었는지 확인하십시오.
여성 렌치가 남성 렌치에 닿을 때까지 회전시키고, 씰 부위와 개스킷이 올바른 위치에 장착되었는지 확인하십시오.
단계 3
 최종 조임은 스패너 두 개와 같은 조립 도구를 사용하여 완료해야 합니다. 두 번째 스패너로 여성 렌치를 1/8~1/6회전 정도 조이고, 여성 렌치 외의 부품 조임 시 씰 부위가 손상되어 씰 성능이 저하되지 않도록 확인하십시오.
최종 조임은 스패너 두 개와 같은 조립 도구를 사용하여 완료해야 합니다. 두 번째 스패너로 여성 렌치를 1/8~1/6회전 정도 조이고, 여성 렌치 외의 부품 조임 시 씰 부위가 손상되어 씰 성능이 저하되지 않도록 확인하십시오.
단계 4
 씰 부품과 개스킷이 올바른 위치에 제대로 장착되었는지 확인하십시오.
씰 부품과 개스킷이 올바른 위치에 제대로 장착되었는지 확인하십시오.
예시

짧은 그랜드 QCR 1/2" xtube 외경 크기 1/4", 용접 튜브 길이 = 19.1mm, SS316L 및 전기 연마 처리
롱 글랜드
*재질: SS316L
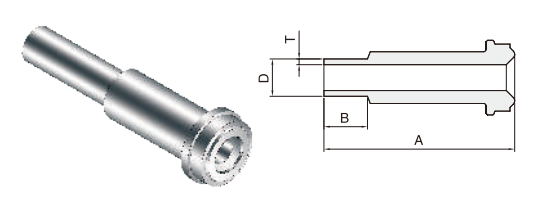
모델 |
QCR 사이즈 |
튜브 크기 |
A/mm |
B/mm |
T/mm |
N.W./g |
|
인치 |
인치 |
mm |
|||||
FDL012B19 |
1/8 |
1/8 |
3.18 |
36.1 | 19.1 | 0.71 | |
FDL014B6 |
1/4 |
1/4 | 6.35 | 30.5 | 6.4 | 0.89 | |
FDL014B10 |
1/4 |
1/4 |
6.35 |
33.5 | 9.6 | 0.89 | |
| FDL014B19 | 1/4 |
1/4 |
6.35 |
43.2 | 19.1 | 0.89 | |
| FDL0184B19 | 1/2 |
1/4 |
6.35 |
45.7 | 19.1 | 0.89 | |
FDL0186B6 |
1/2 |
3/8 |
9.53 | 32.8 | 6.4 | 0.89 | |
FDL0186B19 |
1/2 |
3/8 |
9.53 |
45.5 | 19.1 | 0.89 | |
FDL0186B6 |
1/2 |
1/2 | 12.70 |
32.8 | 6.4 | 1.24 | |
FDL018B10 |
1/2 |
1/2 |
12.70 |
35.8 | 9.6 | 1.24 | |
FDL018B19 |
1/2 |
1/2 |
12.70 |
45.5 | 19.1 | 1.24 | |
FDL0112B19 |
3/4 |
3/4 |
19.05 |
51.6 | 19.1 | 1.24 | |
FDL0116B19 |
1 |
1 |
25.4 |
58.9 | 19.1 | 1.65 | |
회사 소개
온주시 치밍 스테인리스 유한공사는 2015년에 설립되어 온주 시에 위치하고 있으며, 식품, 낙농, 음료, 화장품, 와인 산업 및 반도체, LCD, 태양광 에너지, 리튬 기술, 태양광 등 첨단 기술 산업 분야를 위해 다양한 스테인리스 스틸 밸브와 피팅을 제공합니다. 주로 버터플라이 밸브, 볼 밸브, 체크 밸브, 앵글 밸브, 진공 밸브, 트리 클램프 피팅, 용접 피팅, KF/NW 플랜지, ISO 플랜지 및 CF 플랜지를 포함한 스테인리스 스틸 밸브와 피팅을 제조 및 수출하고 있습니다. Mazak CNC, 밀링 CNC, 휴대용 분광기, 헬륨 질량 분석기 누설 검사 장비, 표면 조도 측정기 등을 보유하고 있습니다. 10년 이상의 발전을 통해 치밍은 3A 인증 및 ISO9001:2008 인증을 취득하였습니다. 치밍의 주요 시장은 유럽, 미국, 한국, 일본 등입니다.
치밍 시장
당사 제품은 한국, 미국, 영국, 이탈리아, 프랑스, 네덜란드, 핀란드, 러시아, 벨라루스, 태국, 캐나다, 멕시코 등 많은 국가로 수출되고 있습니다.
호주, 독일, 스페인, 말레이시아, 싱가포르, 베트남, 인도네시아, 인도, 필리핀, 일본, 파라과이, 브라질, 칠레, 페루 및 기타 국가들.
치밍 팀
당사의 숙련된 엔지니어들은 각 고객과 긴밀히 협력하여 최상의 솔루션을 찾아냅니다. 지속적인 기술 혁신과 철저한 품질 관리 시스템을 통해 위생 응용 분야에서 고품질 성능과 뛰어난 가치를 제공할 수 있었습니다. 우리는 제품, 서비스의 성능과 가치 향상에 전념하고 있으며 qiMing은 고성능 CNC 가공 장비, CNC 센터 및 검사 장비를 보유하고 있으며 ISO9000 인증을 받았고 모든 원자재는 추적 가능합니다. 귀하의 요구사항에 맞는 솔루션

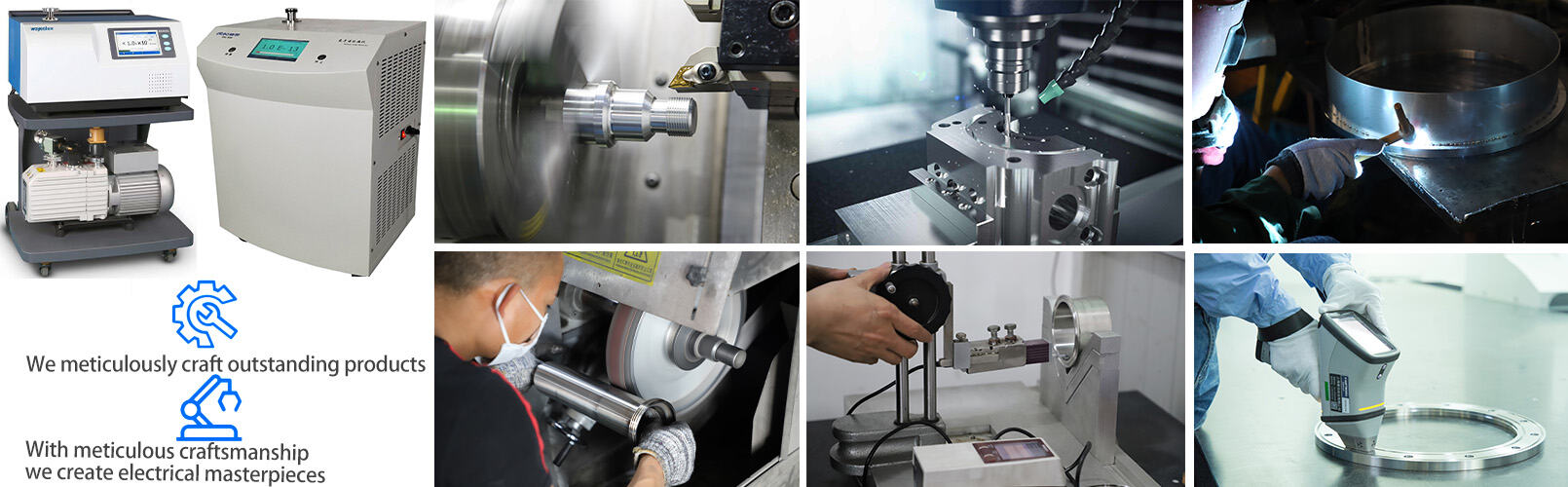
장비 및 테스트
QiMing은 고성능 CNC 가공 장비, CNC 센터 및 검사 장비를 보유하고 있으며 ISO9000 인증을 받았고 모든 원자재는 추적 가능합니다.
인증서

전시회
원저우 치밍 스테인리스 스틸 유한회사는 2023년 11월 일본 반도체 전시회, 2024년 6월 선전 반도체 전시회, 2024년 7월 미국 반도체 전시회에 참가했으며, 2024년 12월 다시 한번 일본 반도체 전시회에 참가하고 동시에 중국 광전자 박람회에도 참여했습니다. 향후 2025년 9월 중국 광전자 박람회, 2025년 10월 미국 반도체 전시회, 2025년 11월 일본 반도체 전시회에 참가할 예정입니다.

자주 묻는 질문(FAQ)
Q: 왜 귀사를 선택해야 하나요?
온주 치밍 스테인리스 유한회사는 위생 밸브, 부속품, 탱크 부품 및 펌프 제조에 15년 이상 종사해 왔으며, 생산 역량, 효율적인 관리, 정확한 납기, 정시 출하 및 문제 해결 능력에서 두드러진 성과를 보이고 있습니다.
15 years, outstanding in production capacity, effective management, accurate lead time, on-time shipments and problems-solving
애프터세일즈 평가.
Q: 주문 전에 무료 샘플을 받을 수 있나요?
네, 구매자가 운송비를 지불하는 한 당사는 품질 테스트용 무료 샘플을 기꺼이 보내드릴 수 있습니다.
본체를.
질문: 최소 주문량은 얼마인가요?
대부분의 제품은 완전히 재고가 보유되어 있어 최소 주문 수량으로 1개도 수락합니다.
Q: 귀사에 수출면허가 있습니까?
네, 4년 이상의 수출 경험을 보유하고 있으며 FOB, C&F, CIF, DDU 및 DDP(러시아만 해당)를 진행할 수 있습니다.
질문: 지불 조건은 어떻게 되나요?
소량의 테스트 주문의 경우 페이팔(Paypal), 웨스턴 유니온(Western Union), T/T, 신용카드를 수락합니다.
대량 주문의 경우 T/T와 L/C를 수락합니다.
Q: 배송 중 손해를 최소화하기 위해 어떻게 대응하시나요?
표준 포장: 대량 주문은 여러 개의 코르크 박스로 포장한 후 합판 케이스에 넣습니다.
요청 시: 각 제품마다 블리스터 포장, 클램프 연결 제품에는 플라스틱 캡을 제공합니다.
Q: 운송 방법은 어떻게 결정하시나요?
기본적으로 우리는 운송 방식을 선택할 때 네 가지 요소(주문 수량, 납기일, 비용, 통관 정책)를 기준으로 삼아
고객에게 장단점이 명확한 여러 가지 합리적인 옵션을 제시하여 고객이 직접 결정할 수 있도록 합니다.




